Ausgerissenen Stehbolzen eines Obersupportes
einer Boley&Leinen reparieren

In der Zerspanungsbude zeigte jemand das Bild eines beschädigten Obersupportes.
Ich bot ihm meine Hilfe an.
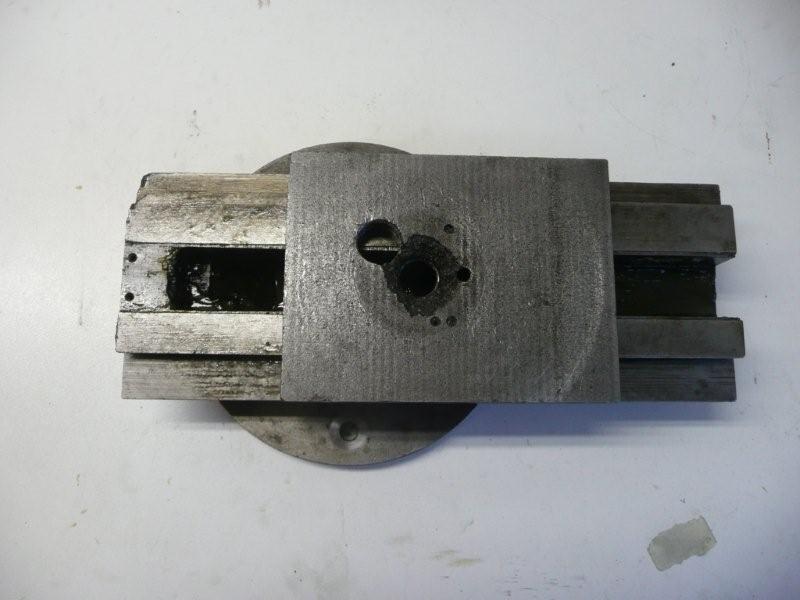
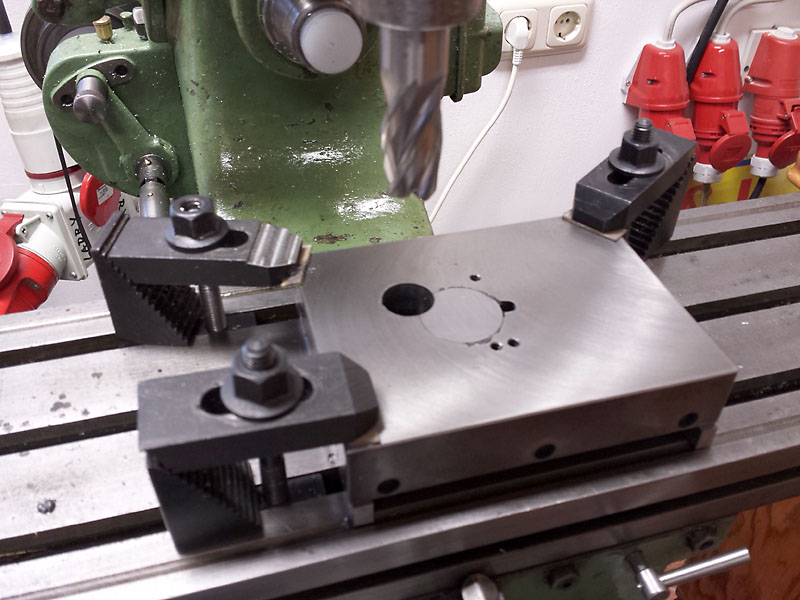
Ausgangssituation:


Reparatur:
Zuerst habe ich den Obersupport mit 3° konisch ausgedreht.
Der volle Platz in der unteren Freistellung wurde ausgenutzt.
Leider reichte das nicht ganz aus, um alle Ausrisse auf der Oberseite zu beseitigen.
Dann drehte ich einen passenden Stöpsel mit 2,75°.
Den Winkel habe ich kleiner gewählt, um beim Einpressen den oberen Rand
der Bohrung vor Ausbrüchen zu schützen.
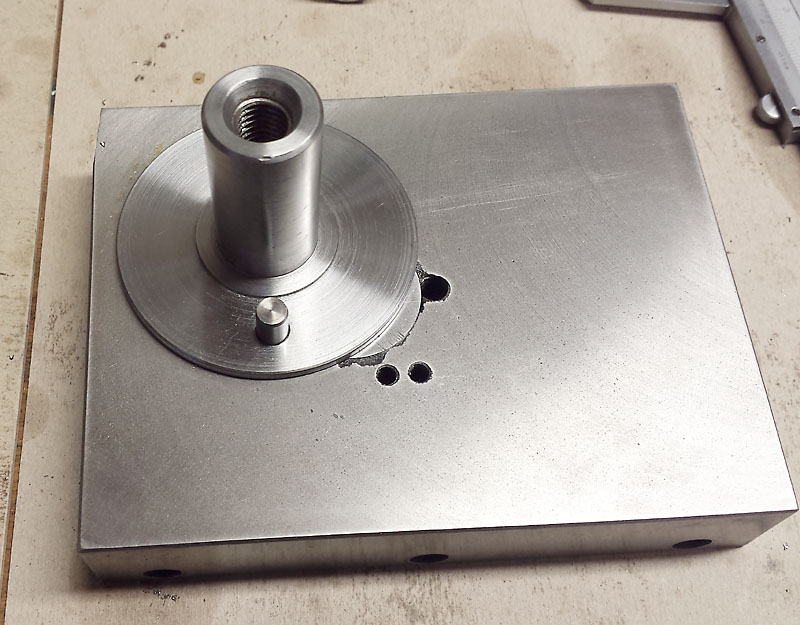
Der Stöpsel wurde von unten eingepresst.
Vorher wurde Loctite in die Bohrung gegeben
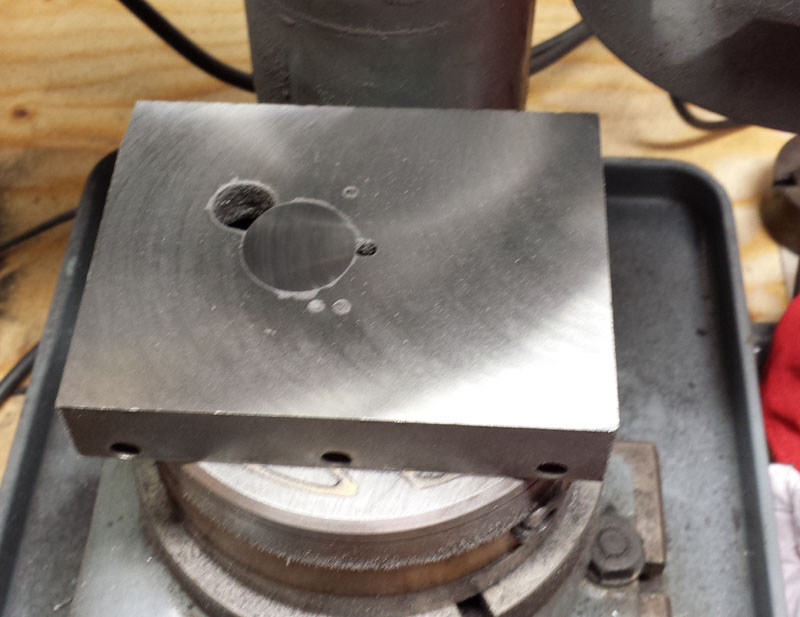
Die Oberfläche wurde auf der Kugel Müller plan geschliffen.
Man sieht die verbliebenen Ausplatzer.

Die Freistellung wurde überfräst.

Das ist der aktuelle Stand.
Der Besitzer erwägt, einen Multifix Größe A zu montieren.
Ich werde ihm vorschlagen, die vorhandene Bohrung M18x1,5 zu nutzen.
wichtig!
Der neu azufertigende Bolzen sollte einen Bund haben, damit der Zug nicht
auf den Obersupport wirkt, sondern vom Bolzen selbst aufgenommem wird.
Wenn man jetzt den Stahlhalter zu fest anzieht, wird der Bolzen nicht mehr
aus dem Support reißen.
Diesen Bolzen kann man dann in den Support einschrauben und mit Stift und
Loctite sichern.
29.10.13
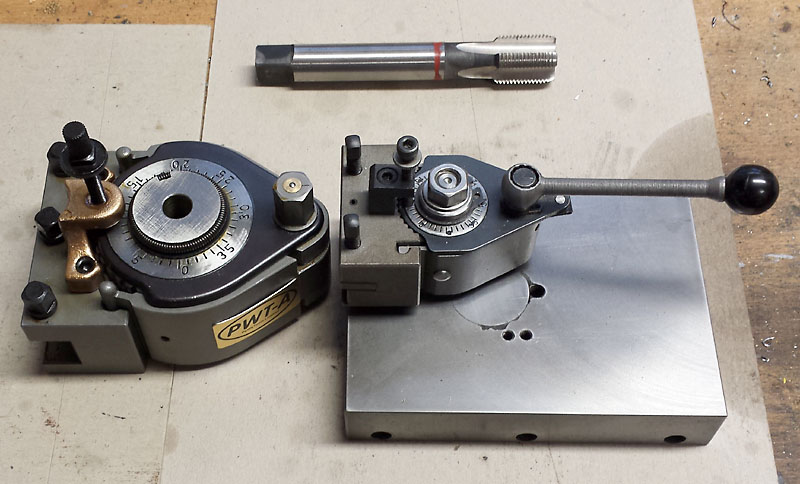
Der Gewindschneider ist da, und auch der Multifix A.
Ich hatte dem Auftraggeber einen Multifix Aa angeboten, der erschien ihm aber
zu klein.
Der A wirkt mir fast etwas zu groß. Es ist wirklich seltsam, dass es
keine Größe zwischen A und Aa gibt.
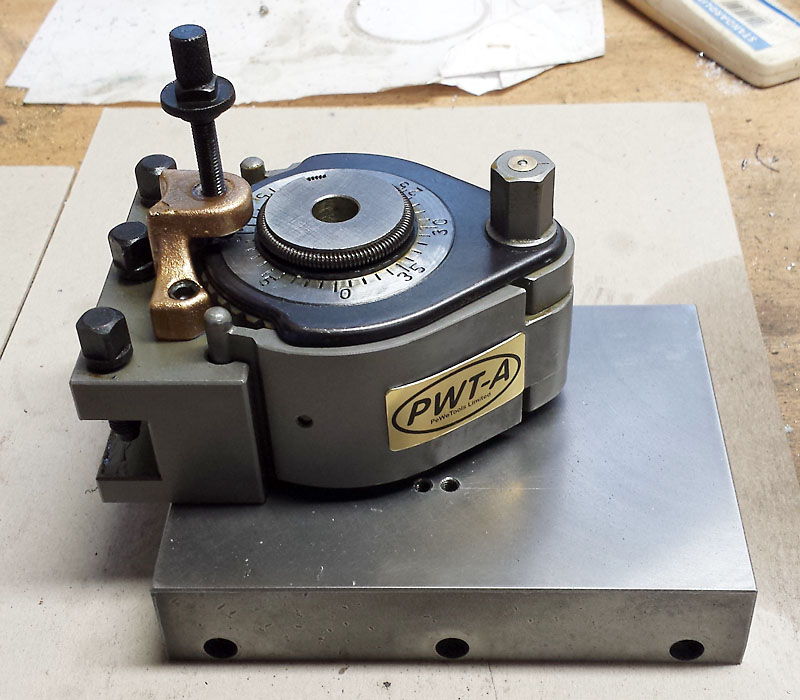
Der A ist von PeWe-Tools, und macht einen sehr guten Eindruck.
und los geht's...
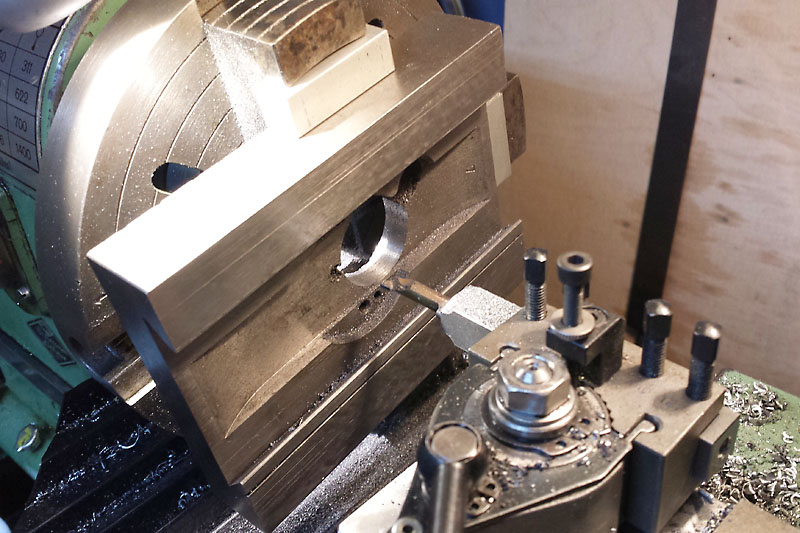
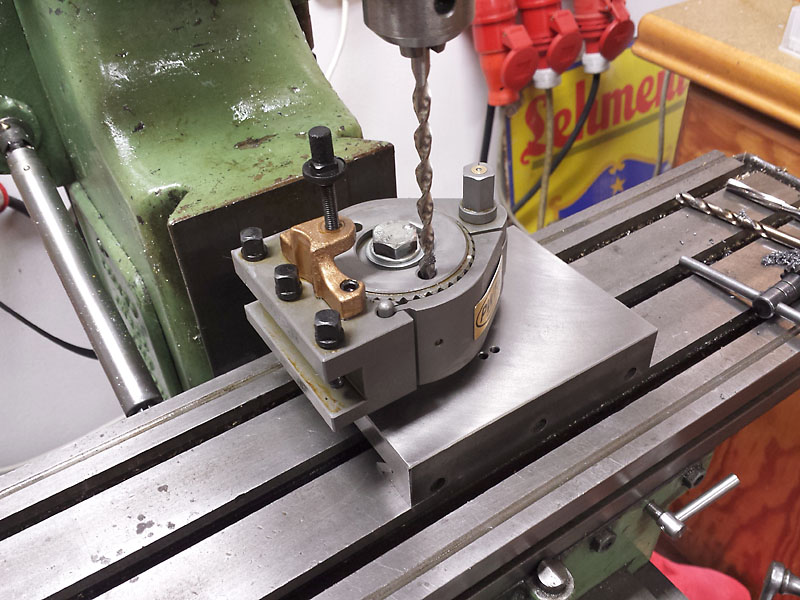
die Bohrung mit Fräser auf 18mm aufgebohrt

und in Ermangelung eines 18,5er Bohrers ausgespindelt
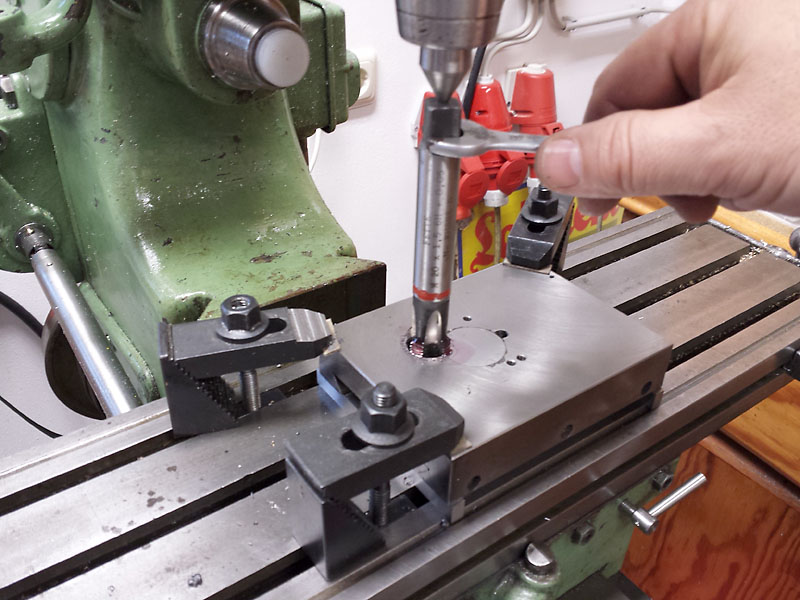
Gewinde geschnitten

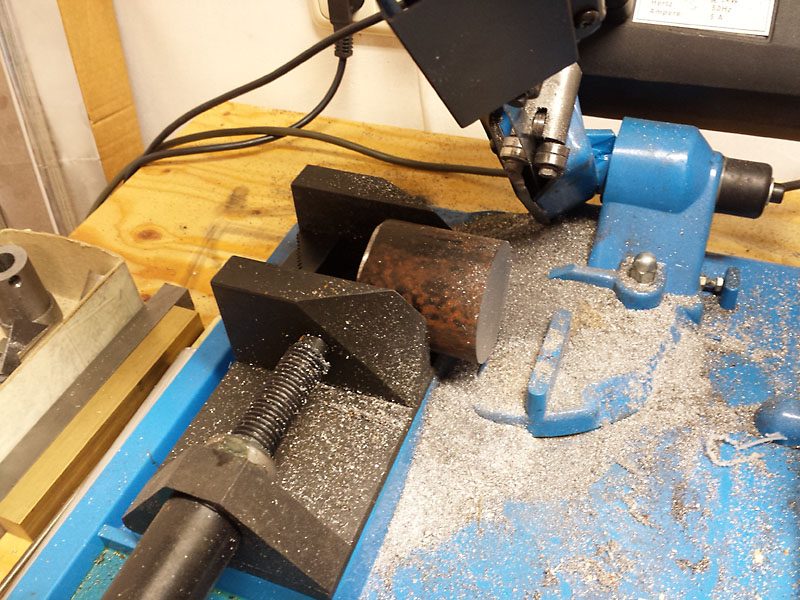
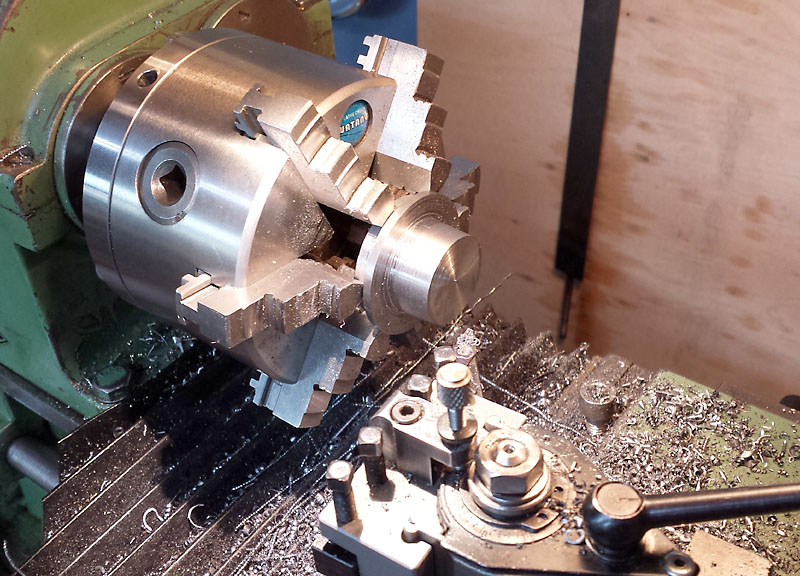
ein Reststück St52 vom Krauter geholt und auf 60mm abgelängt
St52 mag ich eigentlich nicht
mit HM kann ich trocken fahren (da ist nicht die ganze Werkstatt voll Ölnebel),
aber es rupft ganz schön
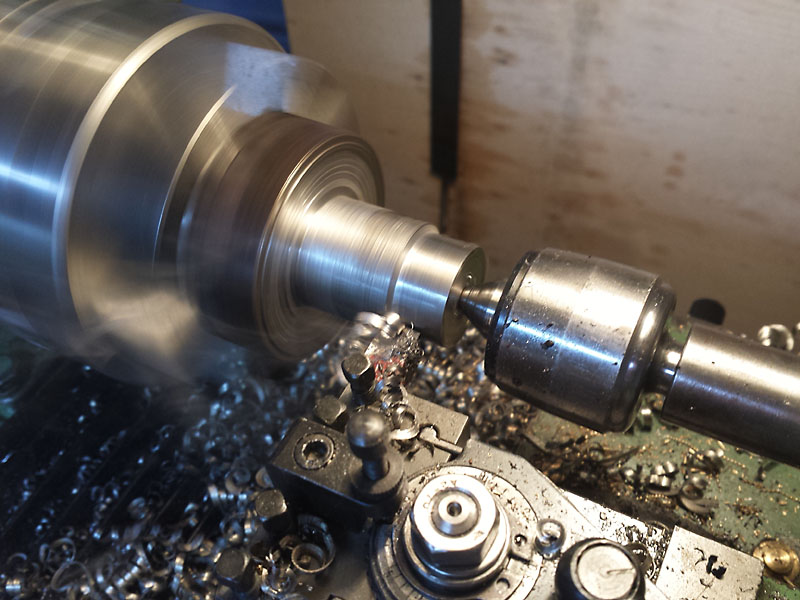
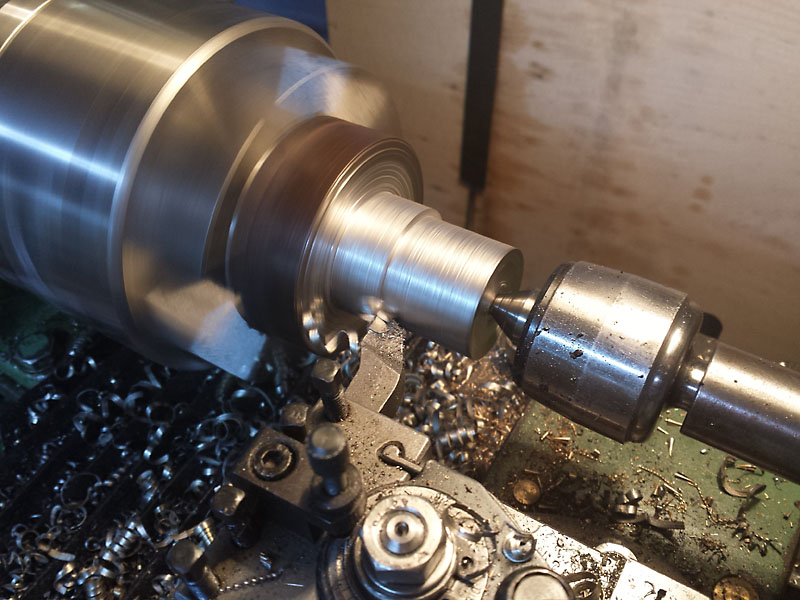
mit HSS kriege ich einen deutlich schöneren Span und eine bessere Oberfläche,
aber der Ölrauch nervt schon sehr und schlägt auf die Lunge

ein paar kleine Rupfer sind auf der Welle geblieben
Bohren und Gewindeschneiden M10 habe ich nicht dokumentiert
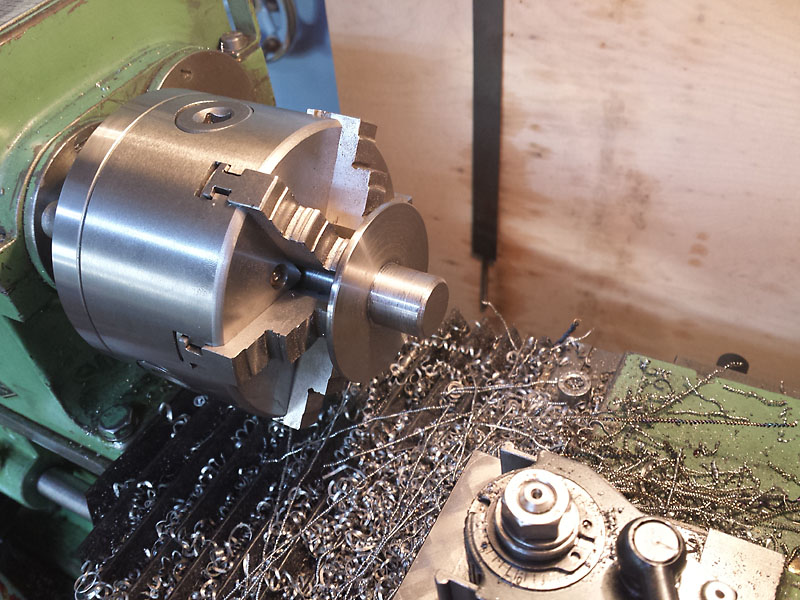
Umspannen und die andere Seite auf da=20mm abdrehen
Gewindeschneiden ohne Auslauf ist immer etwas undankbar
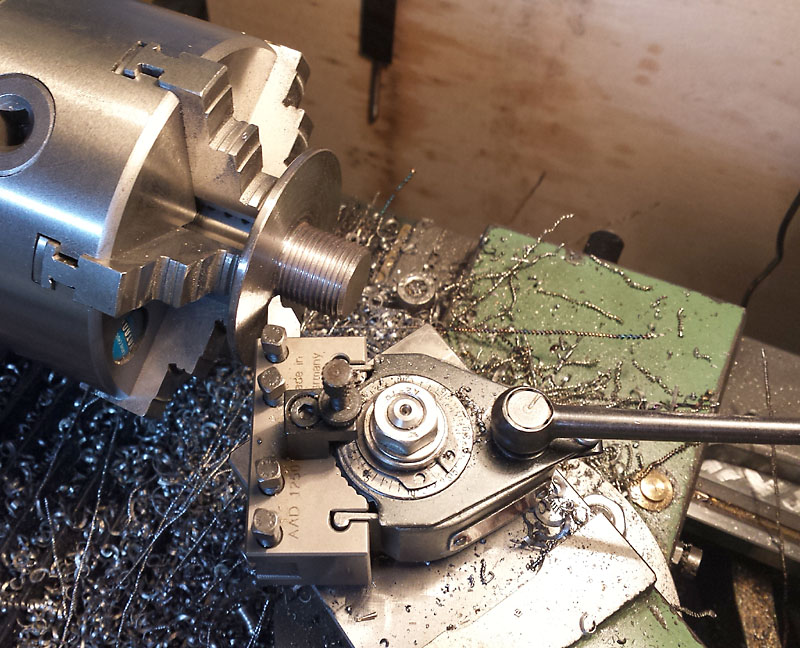
Oberschlitten auf 29,5°
Bolzen einschrauben, Mfx leicht anziehen und exakt winklig ausrichten
Stiftloch mit 6mm anbohren, mit 5,8mm durchbohren, auf 6,02mm aufreiben
Stift einkleben
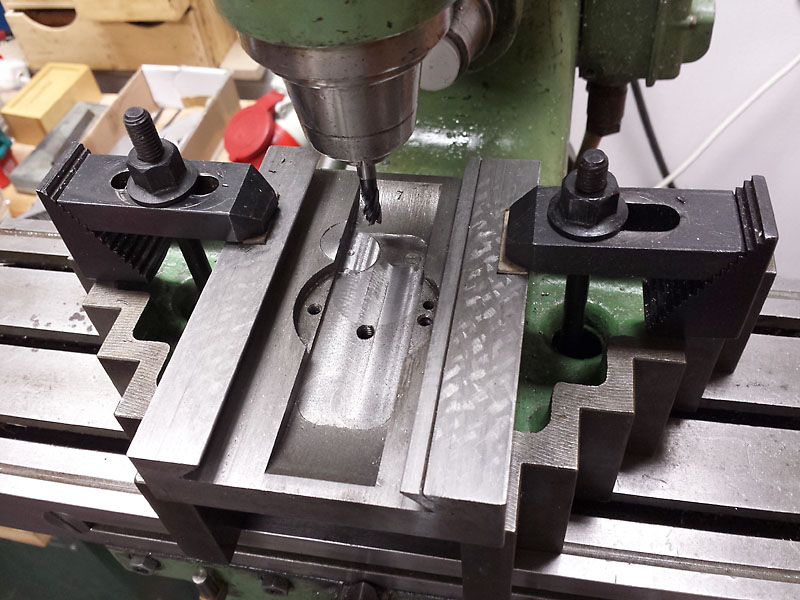
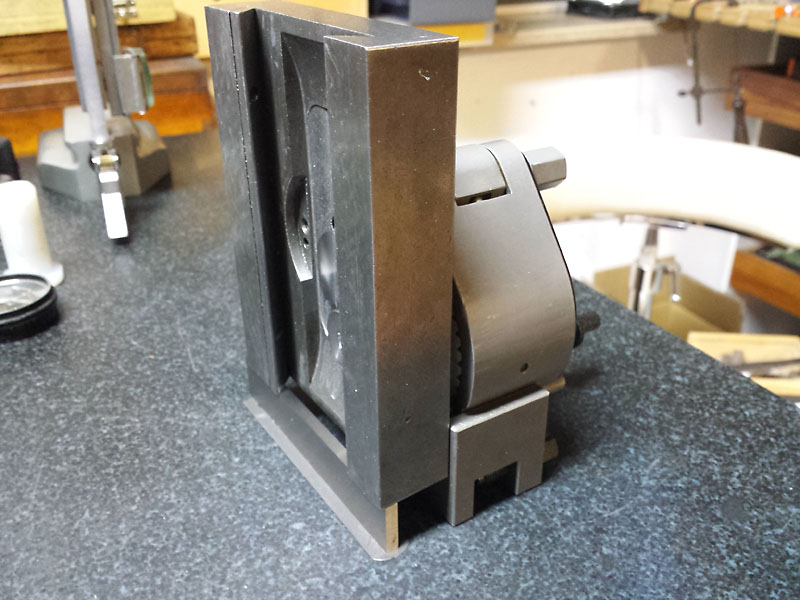
Ausfräsung wieder freistellen
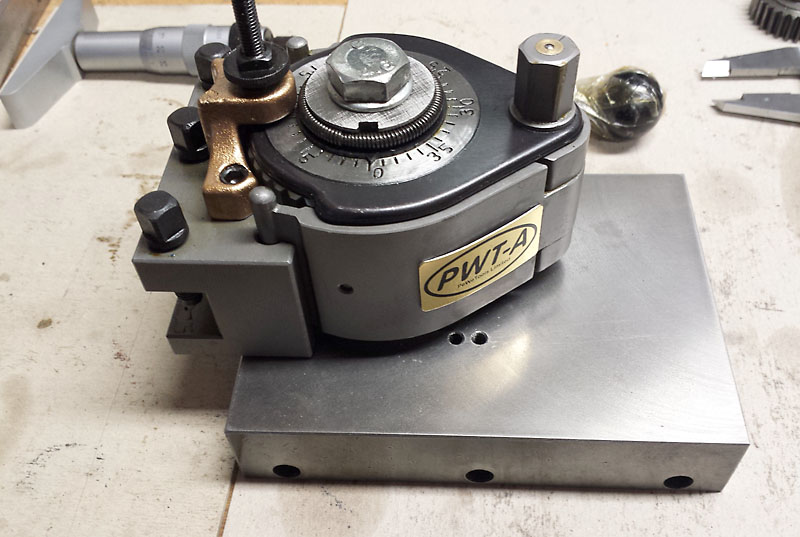
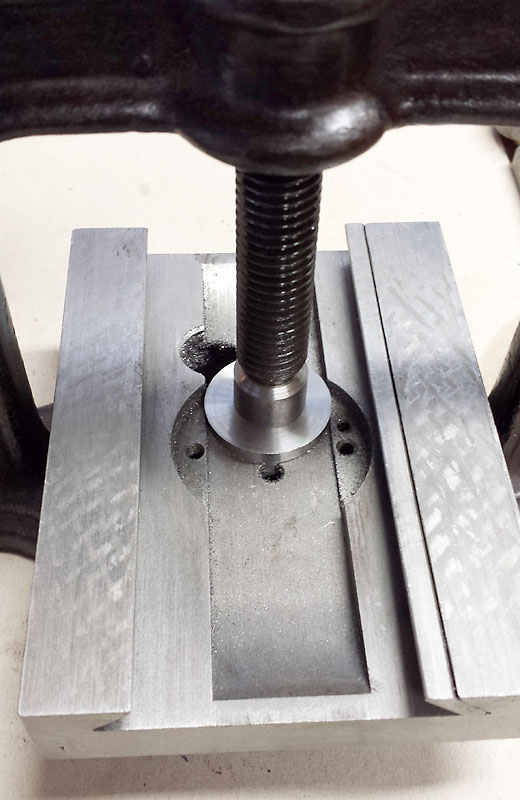
fertig!

wie versprochen lassen sich die Kassetten bis auf die Support-Oberfläche
absenken
zurück