Bei epay habe ich eine Drehbank und eine Fräsmaschine zusammen ersteigert. Die
Drehbank wollte ich nicht, die hat jetzt der Norbert.
Mit dem Norbert bin ich auch mit PKW und Anhänger nach Frankfurt gefahren um
die Maschinen abzuholen.
Alles was ich von der Maschine gesehen habe war dieses Bild:
Hier laden wir gerade bei ihm die Fräse in meinen Sprinter.
Der Hanomag hat doch was, oder?
20.08.2011
Jetzt mußte die Maschine nur noch bei mir ausgeladen werden. Einen Hanomag habe
ich aber nicht. Da hab ich mir dann schnell mal was zusammengespaxt. Auf dem
Sprinterdach liegt ein Strohsack mit einer Platte drauf.
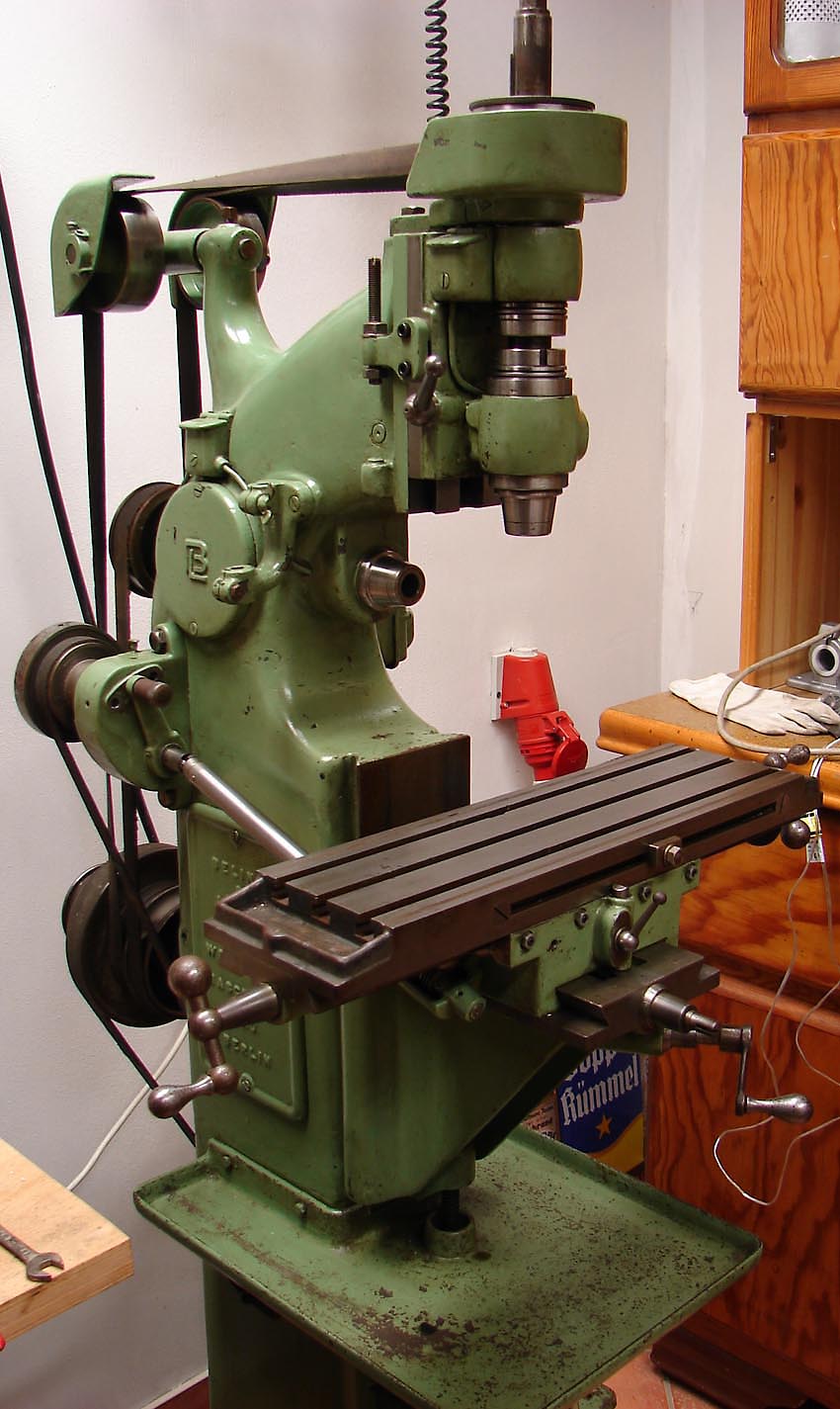
So nu isse drin, die Beling & Lübke.
Hier eine alte Reklame:
Ab wann darf man sich eigentlich Museum nennen?
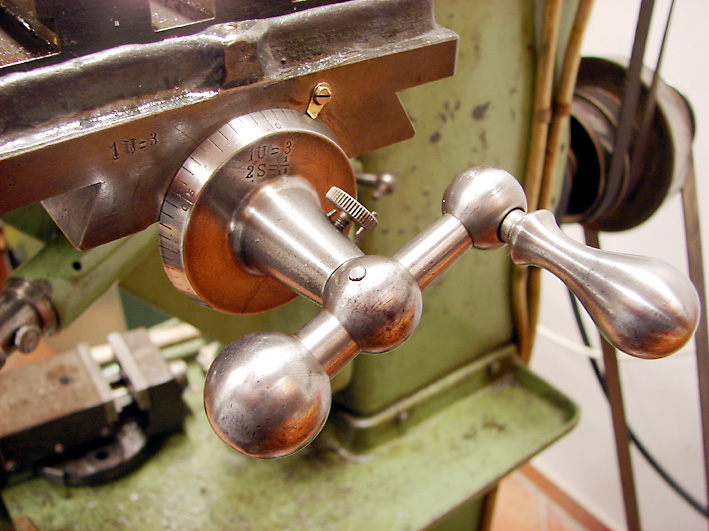
Hier schon mal etwas geputzt.
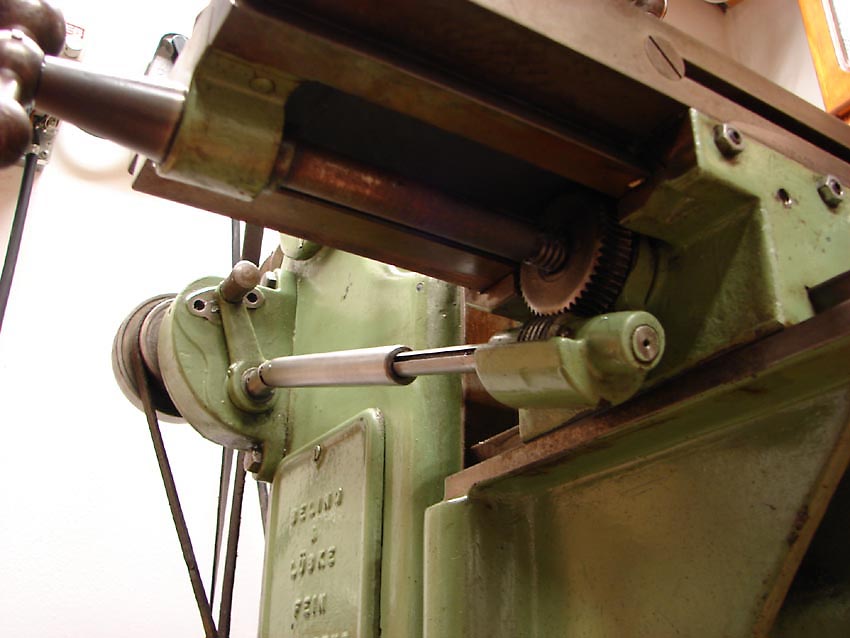
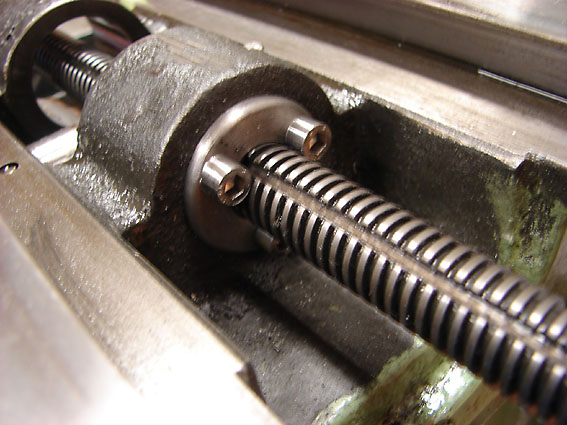
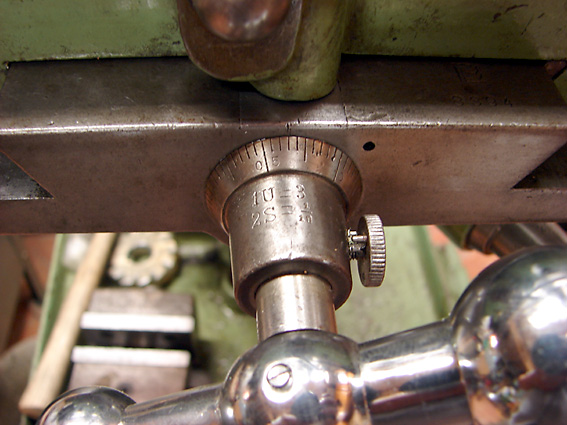
Das Beste ist der automatische Vorschub in X. Man kann ihn mit einem Nutstein
am KT sogar selbsttätig ausschalten (siehe Bild drüber).
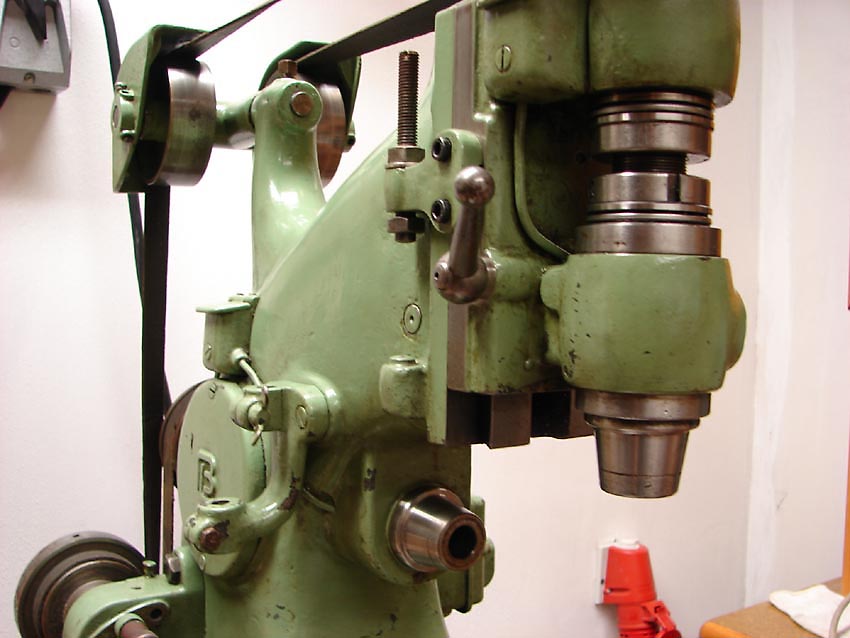
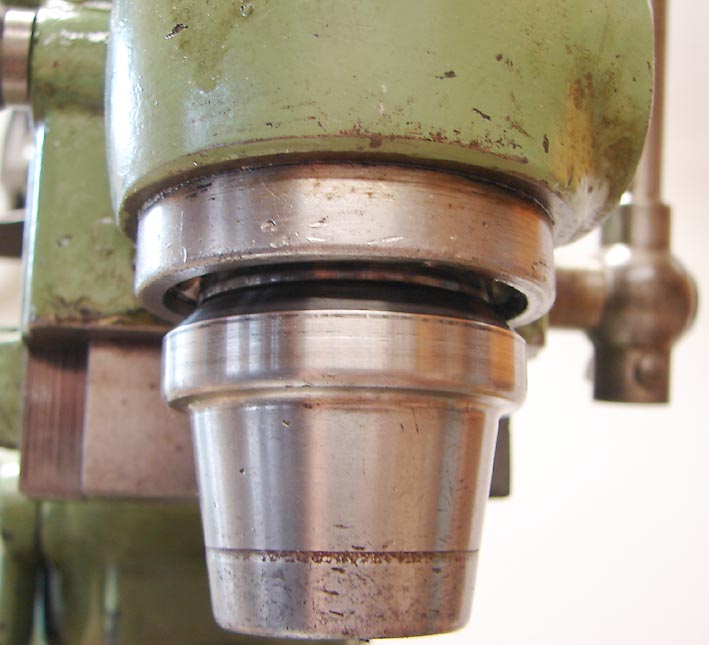
Die Spindellagerung ist nicht mehr original. Da hat schon mal jemand Drucklager
dazwischen gefummelt. Soll ich das so lassen???
31.08.2011
Ich komme mit der Spindel gerade nicht weiter.
Die würde ich gern mal rausnehmen, einfach nur mal zur Begutachtung der Gleitflächen.
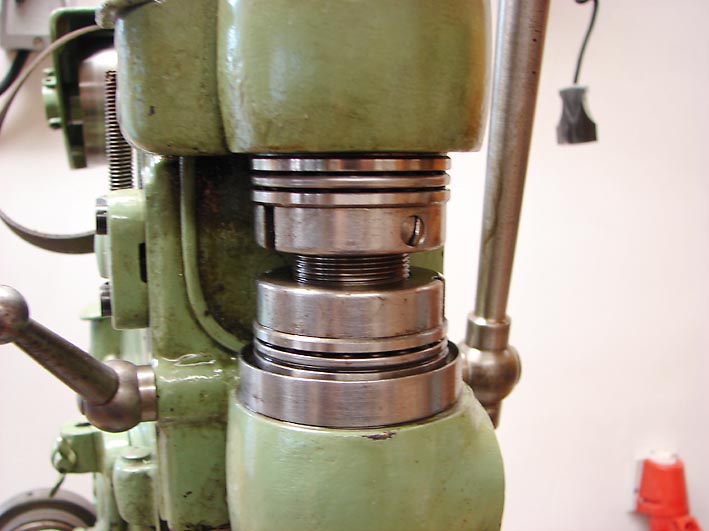
Es gibt zwei Muttern die die Spindel auf Höhe halten. Die Drucklager scheinen
mir nicht original. Wenn ich die Muttern löse kann ich die Spindel nach oben
drücken. Dabei klemmt sie sich fest. Dass das nicht passiert kann man mit der
oberen Mutter einstellen.
Die untere Mutter ist der Gegenpart und die beiden in Kombination sind für das
axiale Spiel verantwortlich.
Jetzt habe ich mal beide Muttern so weit nach oben gedreht wie es geht, die
Spindel hängt jetzt unten raus:
Ich kann die Muttern aber nicht nach oben abschrauben, da dieser obere Konus
dicker ist als die Mutter. Lager und Mutter passen da nicht drüber.
Aber die Spindel kann doch nur nach unten raus, oder???
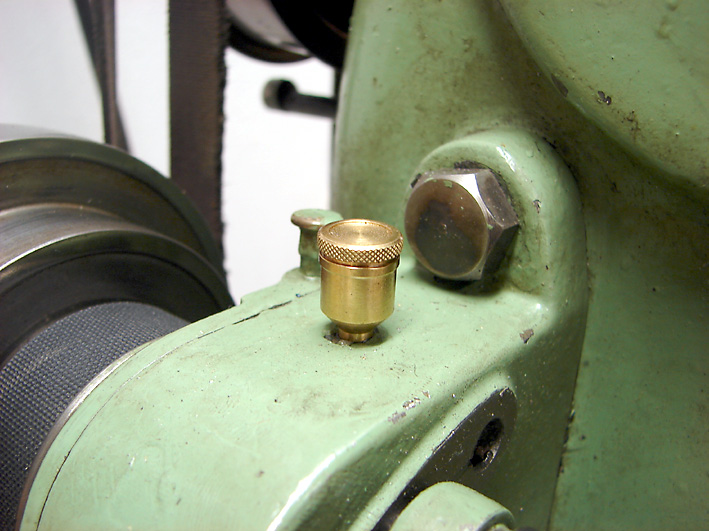
Hier noch zwei Bilder vom Öler. Gehört da ein Docht rein?
Ergänzung: Der Motor
Ein langsamlaufender Siemens-Schuckert
01.09.2011 Weltfriedenstag
Ich hab nun die Spindel drin gelassen. Sie läuft ja eigentlich
auch sehr gut. Es tritt aber immer schwarzes Öl aus.
Vielleicht nehme ich das Öl mal eine Nummer dünner, bis die Lager
gut durchgespült sind.
Die ersten Späne sind gestern auch gefallen. Ohne Probleme.
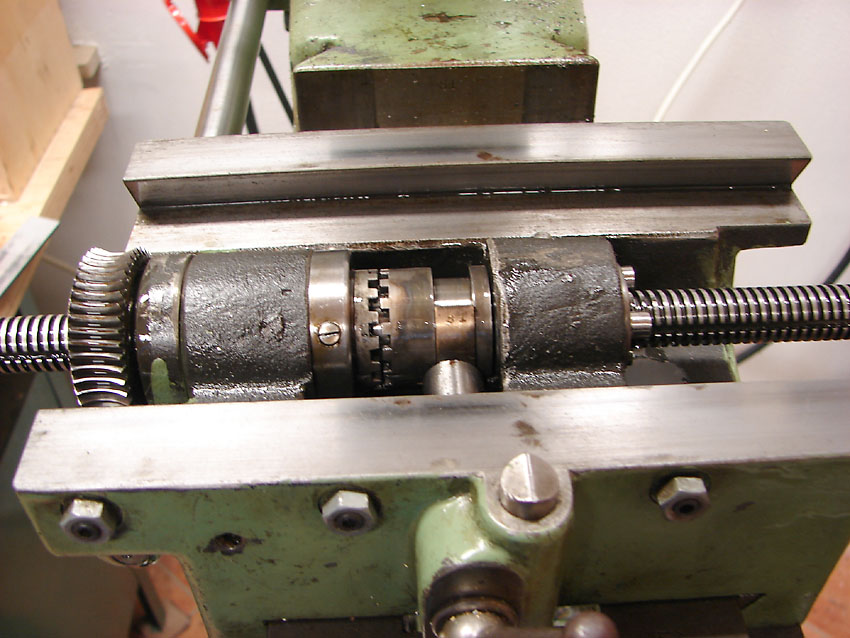
Danach habe ich noch das Vorschubgetriebe zerlegt und gereinigt.
Mit einem MK2/OZ16 Spannzangenhalter verliere ich ja gute 6cm
in Z. Ich denke gerade über Direktspannzangen nach.
Der Rundlauftest mit den Spannzangen von wtool überzeugt mich nicht. :(
19.12.2011
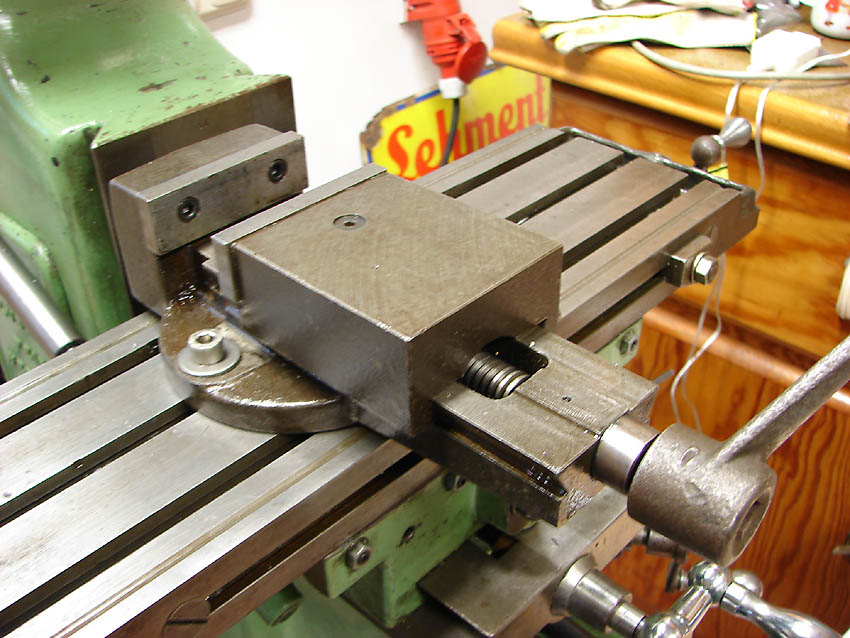
Aus einer epay-Auktion aus dem Vereinigten Köngreich
stammt dieser Schraubstock:
Der sieht nicht sehr spektakulär aus, und auch nicht viel anders als
der von RC-Machines,
hat aber eine nachstellbare Schwalbenschwanzführung.
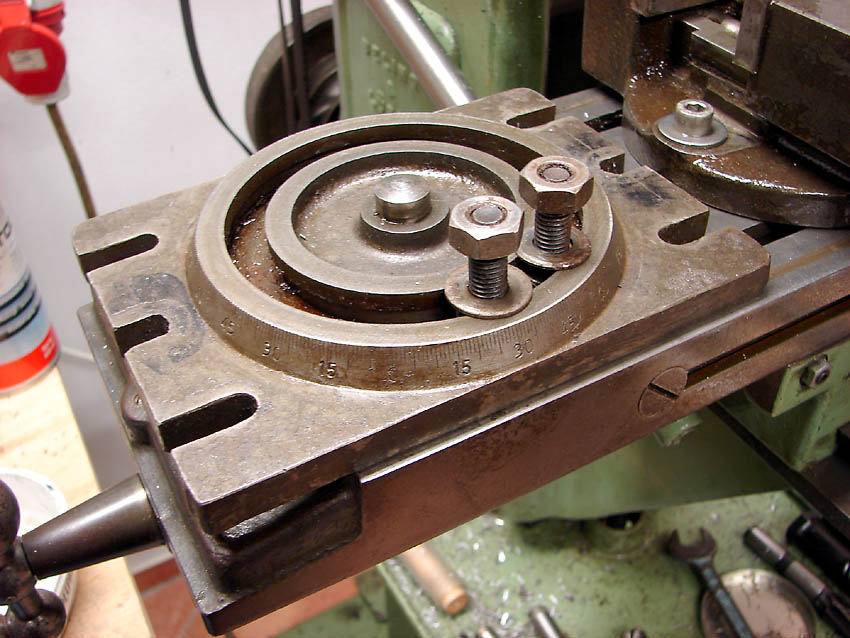
Und einen Drehteller gab es auch noch dazu.
Der Abstand der drei Haltetaschen passt zufällig mit den Nuten des Kreuztisches
zusammen.
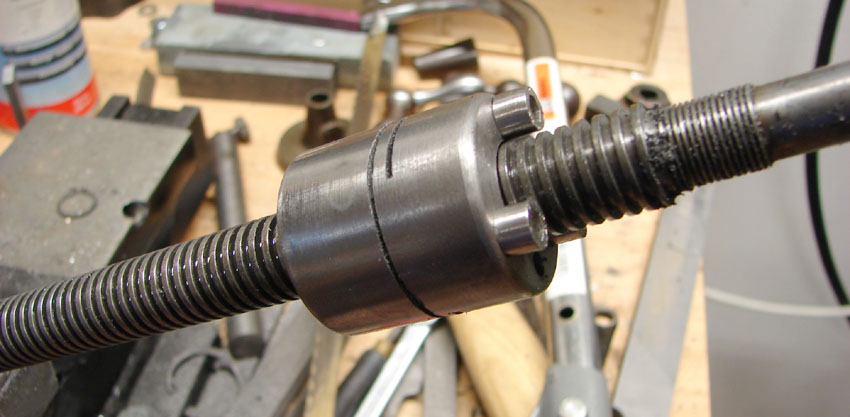
Ich habe gestern mal den Nutentisch abgenommen, um zu schauen
wo das Spindelspiel her kommt.
Es kam eindeutig von der Spindelmutter.
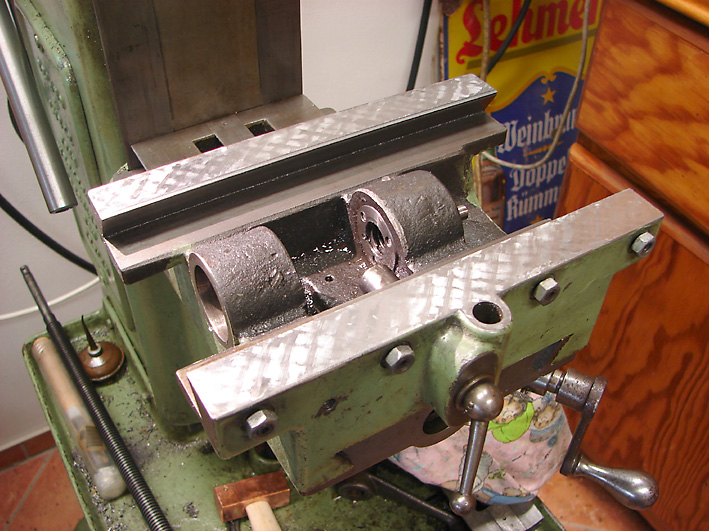
Da es keine Verstellmöglichkeit gab, habe ich zwei mal fast Durchgesägt
und drei Schrauben axial gesetzt.
Gesägt habe ich mit der Hand-Bügelsäge. Das ging wegen dem
GG ganz gut.
Die Köpfe der Imbusschrauben musste ich etwas abdrehen.
So kann ich jetzt mit einem langen Inbusschlüssel von
außen nachstellen.
Als nächstes kommt wahrscheinlich die Führung dran.
08.07.12
Zuerst habe ich den Tisch vermessen und geschabt - immer mal
wieder ein bischen, weil mir die Zeit fehlte.
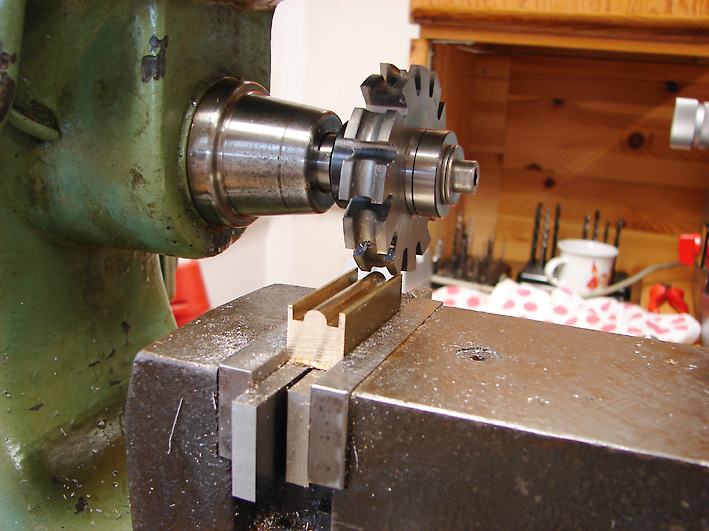
Hier blieb beim Überfräsen der Führung eine
kleine Kante stehen.
Die habe ich erst einmal mit dem Elektroschaber egalisiert.
Danach habe ich die Fläche händisch nachbearbeitet.
Dann habe ich mit dem Tisch die Führungen tuschiert und eingeschabt.
Das war natürlich etwas kräftezehrend, aber jetzt ist alles perfekt.
Der Tisch läuft über die komplette Breite gleichmäßig.
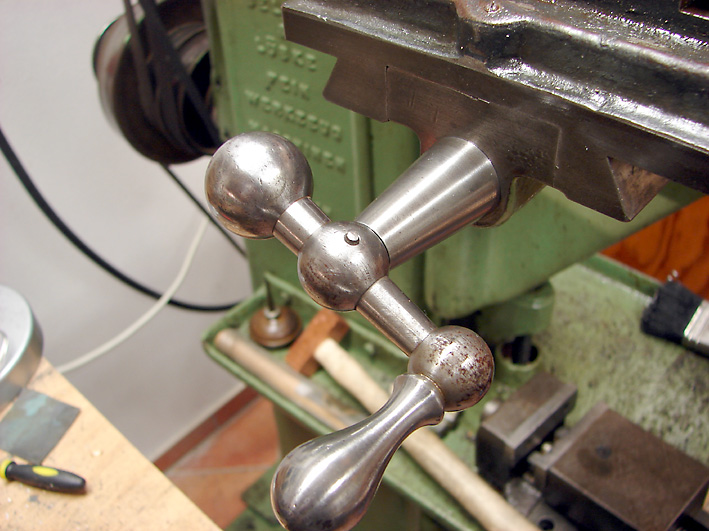
Dann habe ich gleich noch die Kurbeln der Z-Achse entrostet.
Die schöne Beschriftung gibt es auch an der Y-Achse.
Die Vorderseite des Tisches habe ich mit Schleifpapier abgezogen, natürlich
vor dem Einbau.
Für den Antrieb der X-Achsen-Spindel habe ich noch einen Öler gemacht.
Der Originale muß mal abgebrochen sein.
Und dieser ist für das Vorschub-Umkehrgetriebe.
13.08.12
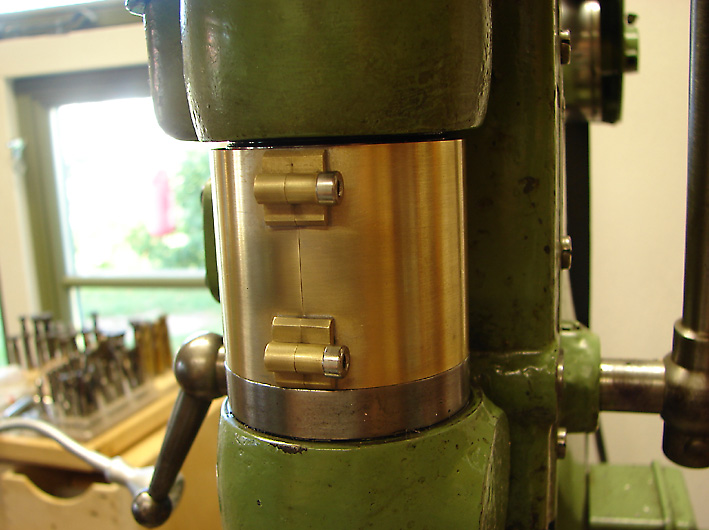
Die offenen Spindellager sollen wieder eine Ummantelung erhalten.
Als ich die Fräse geholt habe, war da ein dünnes Kupferblech um
die Lager gewickelt mit Schlauchschellen befestigt.
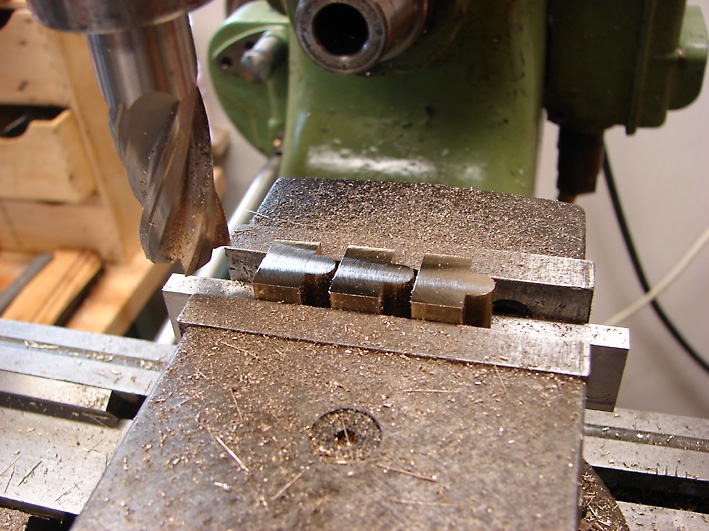
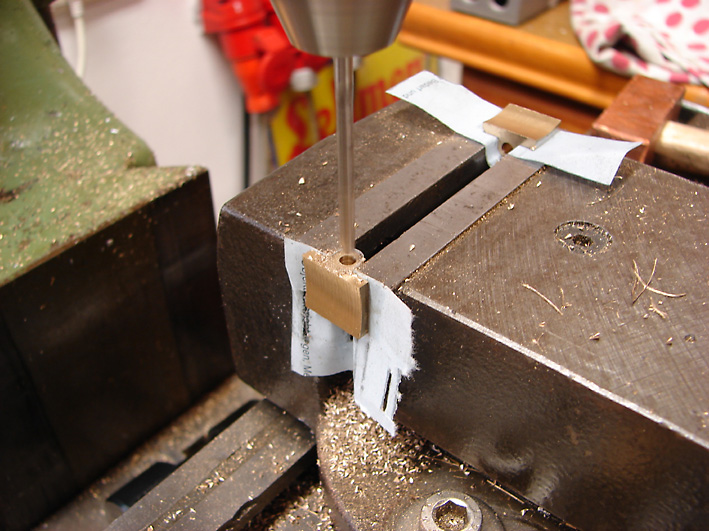
Ein Messing-Profil erhält einen Außenradius...
...der nach unten freigestellt wird.
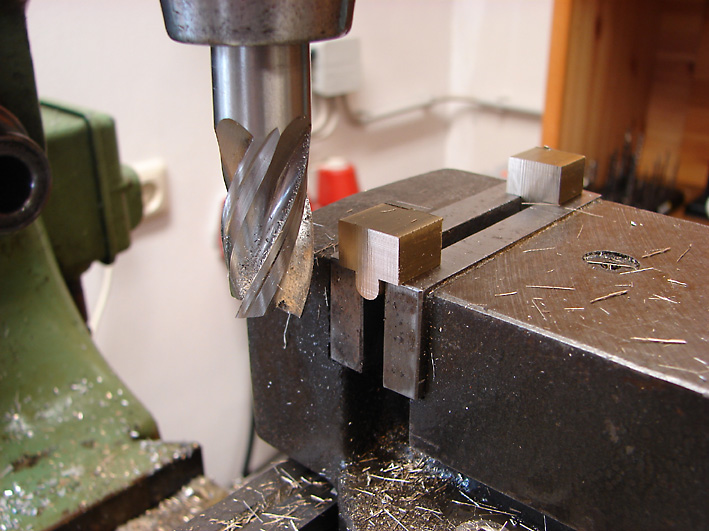
Der Rohling wird in drei Teile zersägt, jeweils eine Seite wird winklig
gefräst.
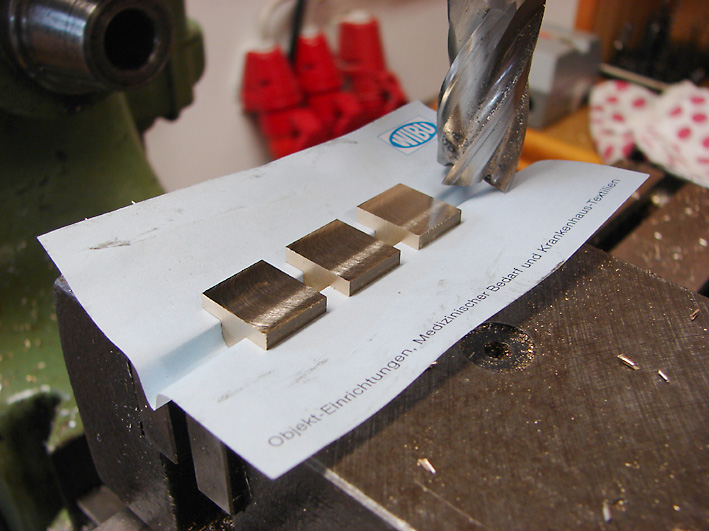
Alle 3 werden auf gleiche Breite gefräst.
Die Dicke wird reduziert.
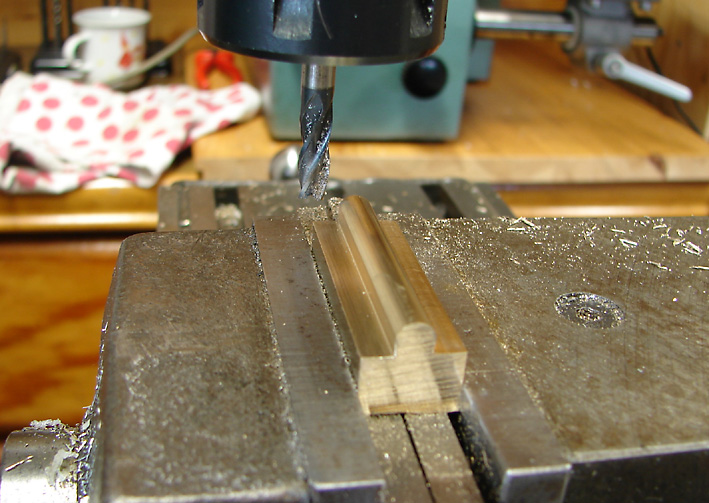
Der Radius wird mit dem Ausbohrkopf angefräst.
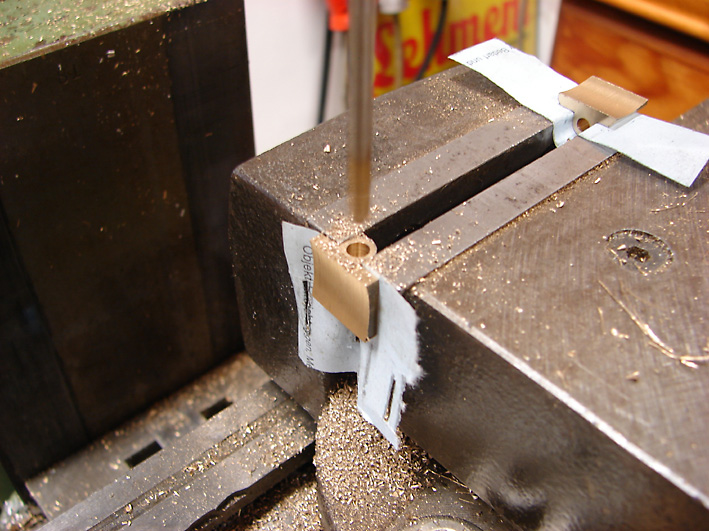
Eine 3,2mm-Bohrung wird eingebracht...
...und zur Hälfte auf 4mm erweitert.
Die Teile werden weich mit einem Messingrohr 60x2 verlötet
und das Ganze wird mittig durchtrennt
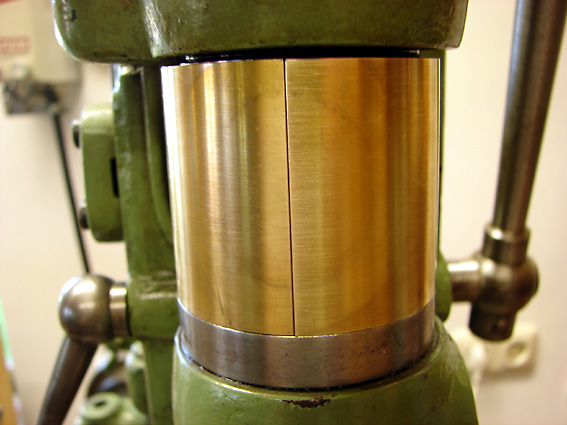
So sitzt das dann perfekt.
Hinten bleibt nur ein minimaler Spalt.
19.03.13
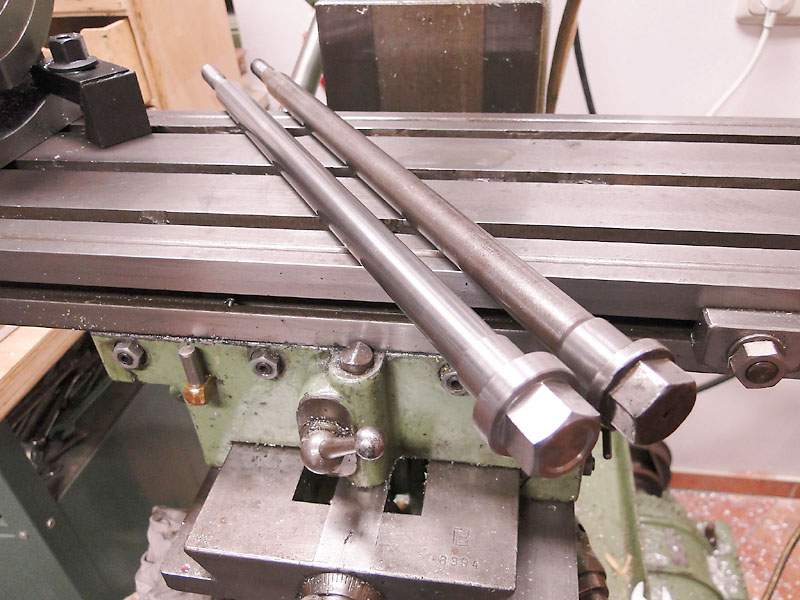
Es wurde Zeit, endlich einen zweiten Anzugsbolzen M10 zu machen, denn zum
Wechseln auf die Horizontalspindel
musste ich immer die Maschine nach vorn kippen, da sie zu dicht an der Wand
steht.
Jetzt hat jede Spindel ihren eigenen Bolzen.
Original und Fälschung
Hilfreich war mir dabei ein Zufallsfund: RC
Machines hat eine Aufnahme
M33x3,5 / MK2.
Das Einzige was für eine echte DIN800 fehlt, ist der Zentrierbund.
Den musste ich selbst andrehen und schleifen. Das Abdrehen hat mich zwei Ecken
eine quadratischen Platte gekostet. :-(
Geschliffen habe ich auf der MD65, die einen MK2 in der Spindel hat.
Es ist jetzt jedenfalls echt praktisch, wie man das Futter zwischen Drehbank
und Rundtisch hin und her zu tauschen kann,
ohne das Futter zu öffnen und den Rundlauf zu verlieren.
17.11.2013
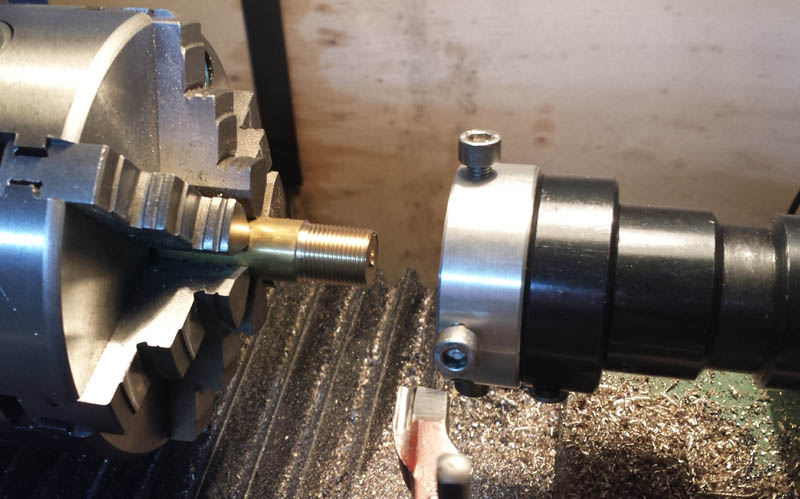
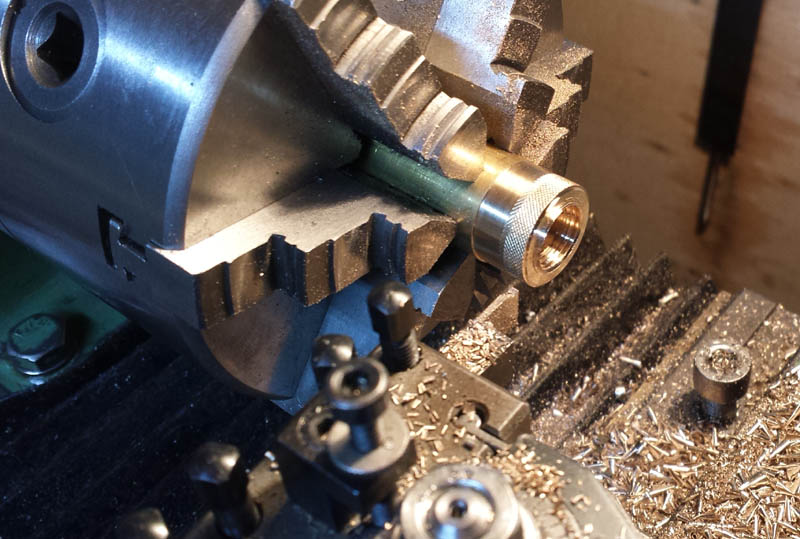
Überwurfmutter herstellen - leicht gemacht
ein passendes Stück Außengewinde herstellen, mit dem gleiche Gewinde,
wo die Überwurfmutter später aufgeschraubt werden soll
aufbohren und auf Maß ausdrehen
Gewinderinge abstechen
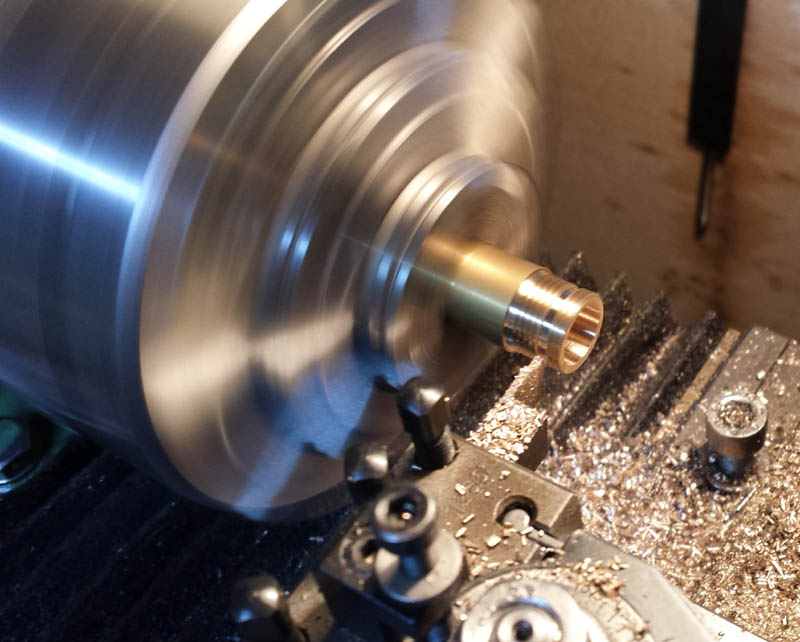
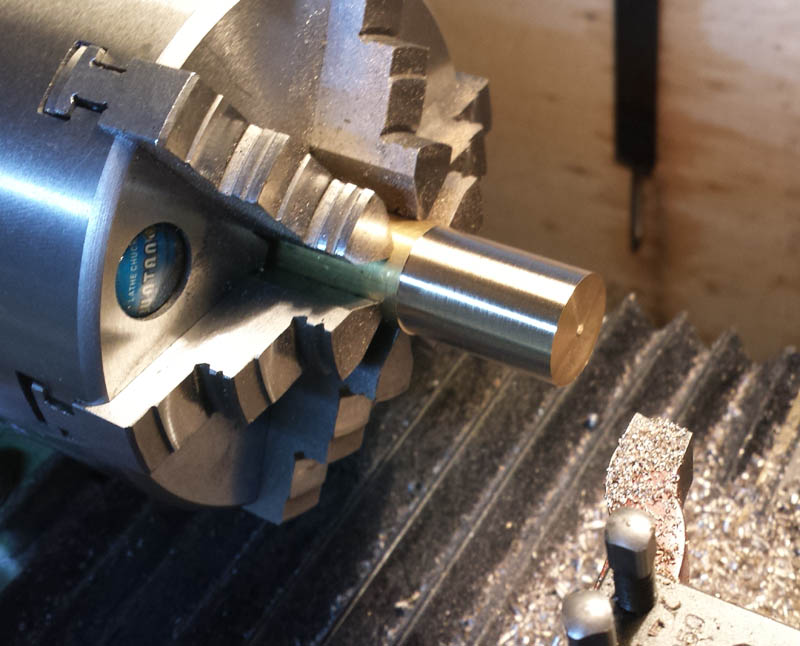
Rundmaterial auf Außendurchmesser der Überwurfmutter abdrehen
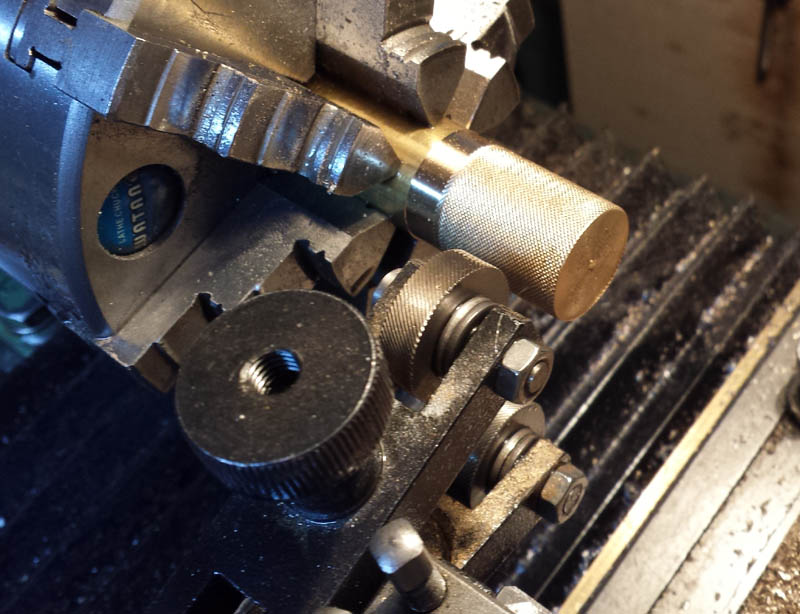
rändeln oder kordeln
mit Radius-Drehmeißel absetzen
aufbohren und ausdrehen auf Gewinde-Kerndurchmesser
Gewinde schneiden
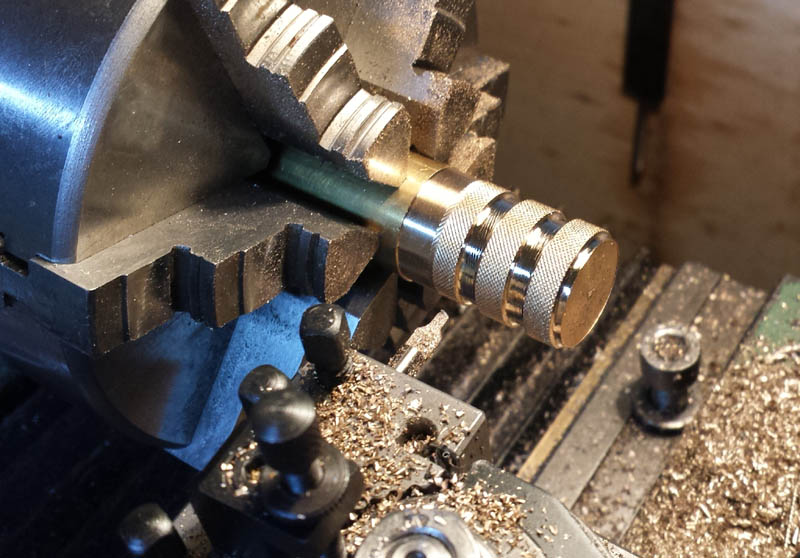
Ringe abstechen
Innen- und Außenteil miteinander verschrauben und weich verlöten
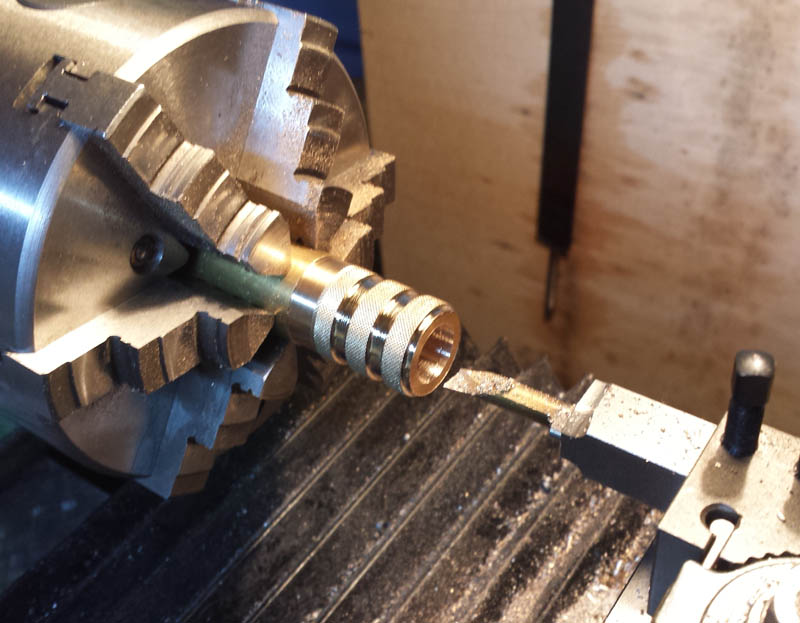
auf ein passendes Gewindestück aufschrauben und plan drehen
fertig!
und wozu das Ganze?
die sind für den im Bau befindlichen Öler
Fortsetzung folgt!
31.10.14
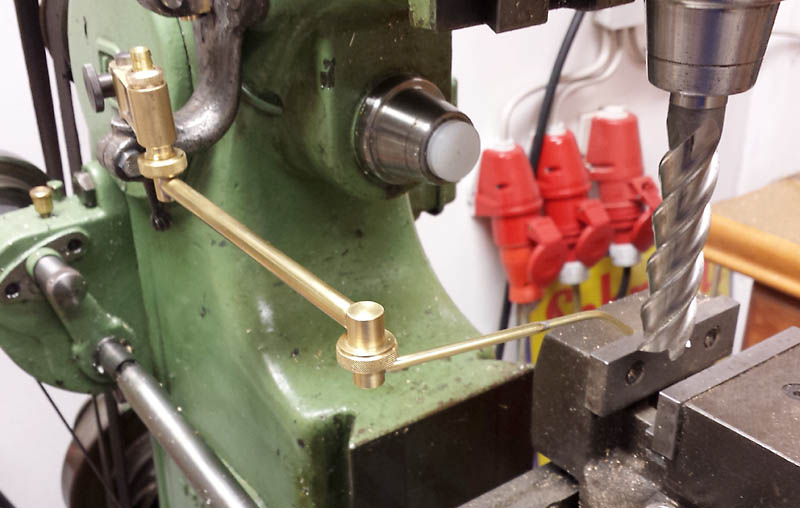
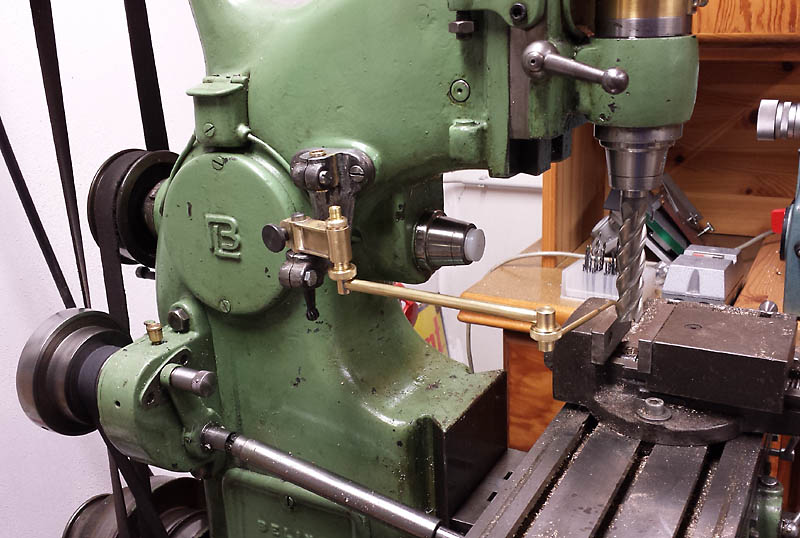
Ein nerviges Problem war bisher, dass es für die Y-Achse am Kreuzsattel
keinen sinnvollen Platz für einen Messuhr gibt.
Die bearbeiteten Flächen sind alle im Bewegungsfeld der Y-Handkurbel.
Also musste da mal eine sinnvolle Lösung her.
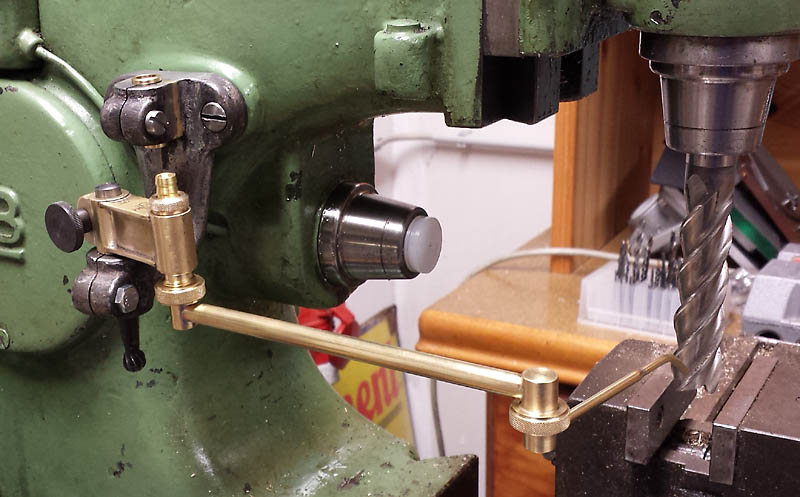
Die Bilder sind weitestgehend selbsterklärend.
Links die Klemmfaust, die unter die Führung kommt.
Das rechte Teil habe ich dann doch nicht verwendet.
Mit der Kurbel ist es halt alles sehr eng.
Ansicht von unten.
Ich weiß, das ist alles sehr kantig, und passt nicht so richtig zu der
barocken Gestaltung der Maschine.
Mit einer kleinen Messuhr mit Ø28mm hat man auch reichlich Fingerfreiheit.
16.11.14
Kein großes Ding, aber zeigen wollte ich es dann doch. Es passiert ja
sonst nicht all zu viel in letzter Zeit.
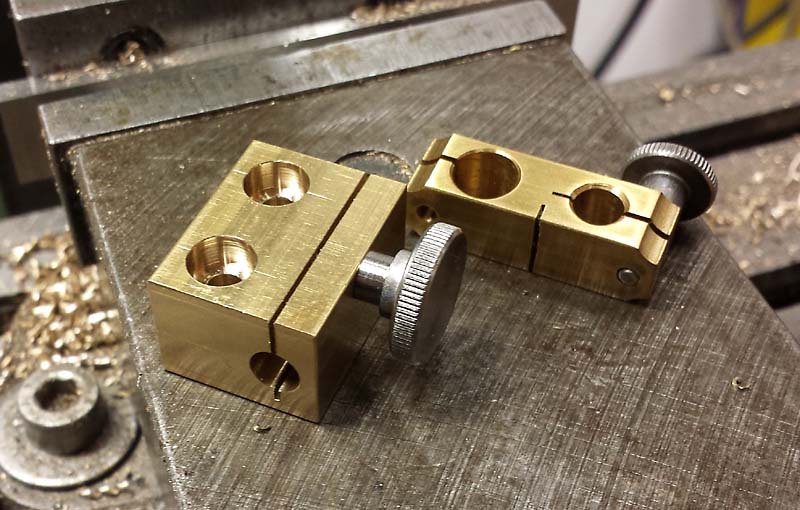
Ein Schraubstock-Anschlag ist nützlich bei Serien- oder symmetrischen
Teilen
Dazu musste der Schraubstock erst einmal ein M6-Gewinde mit Flachsenkung bekommen.
Natürlich wurde dazu der Schraubstock exakt 90° zur Horizontalspindel
ausgerichtet.
Das sind die benötigten Teile.
So ist der Anschlag in Aktion...
...und so könnte man ihn weg klappen.
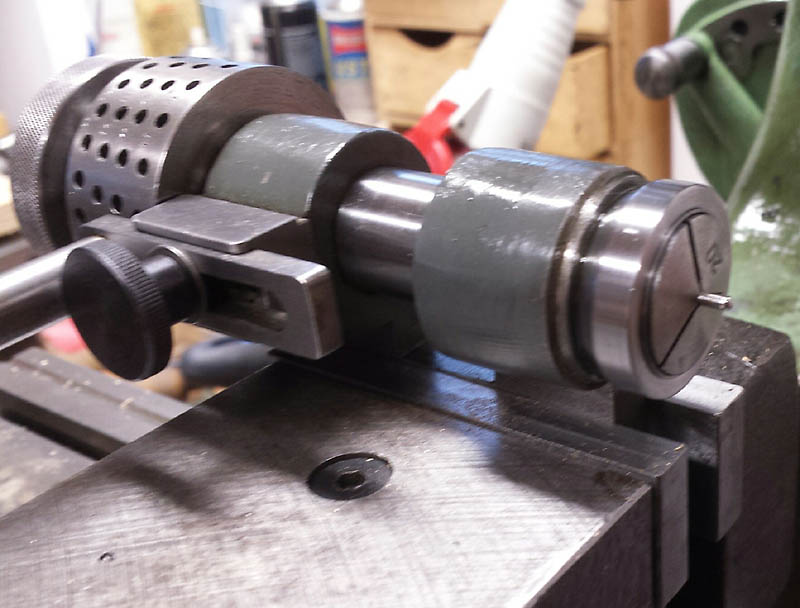
02.01.2015
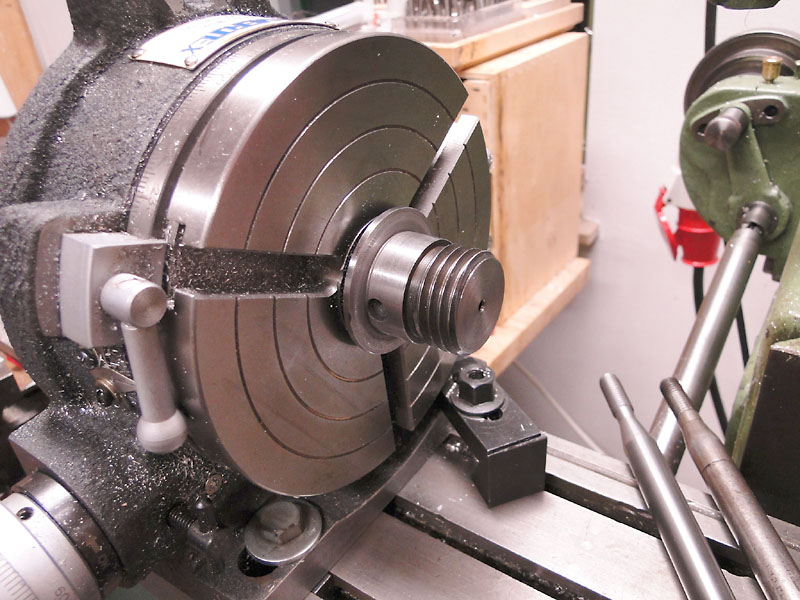
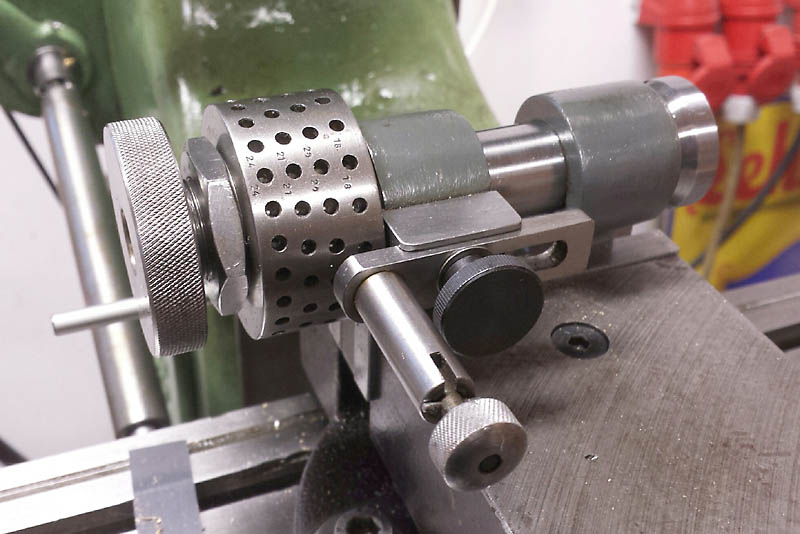
Neulich konnte ich einen kleinen Teilapparat ersteigern.
Die Lochreihen haben die Teilungen 18, 20, 21 und 24.
Man kann damit zusätzlich folgende Teilungen vornehmen:
1, 2, 3, 4, 5, 6, 7, 8, 9, 10 und 12
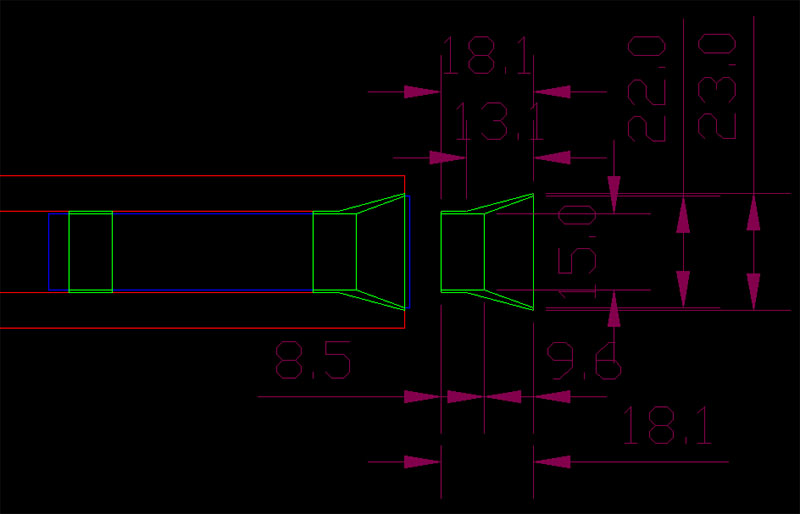
Es sind keine Spannzangen dabei, aber das Anzugsgewinde war mit M13x1 angegeben.
Darum hatte ich Hoffnung, die 14mm-Spannzangen meiner DMT 160x280 einzusetzen.
Leider hat die Spindelbohrung 15mm, und ist damit genau um 1mm größer
als die Spannzangen.
Da dachte ich mir, bevor ich Jahre mit der Suche nach passenden Spannzangen
verbringe,
mache ich mir zwei Adapterhülsen, um die vorhandenen Spannzangen einzusetzen.
Nicht nur der Durchmesser ist anders, sondern auch der Konuswinkel.
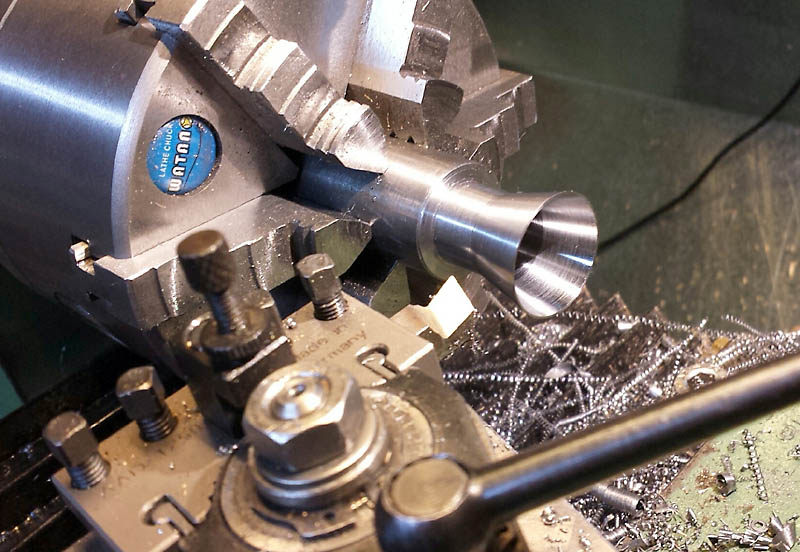
Jedenfalls war das eine nette Drehaufgabe. Die Wandung beträgt im zylindrischen
Teil 0,5mm.
Es sieht aus wie eine Triebwerksdüse.
Die Hülsen haben einen strammen Sitz. Ich habe sie aber trotzdem noch
mit Loctite eingeklebt.