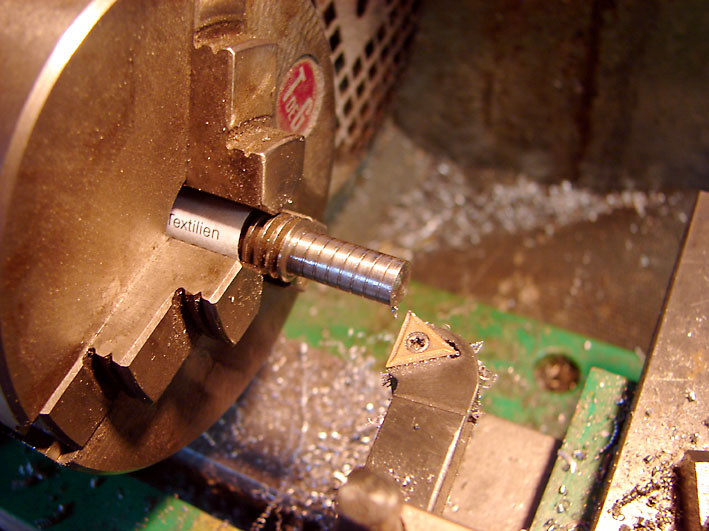
Die neue Gewindespindel ungefähr auf Länge abgesägt, und einen Zapfen 20x7,05 angedreht.
Änderung einer Supportspindel
Bei meiner Drehbank hat der Planzug des Kreuzsupportes 3mm Rechteckgewinde mit
deutlichem Spiel.
Das wollte ich ändern, auch weil mir die 3mm zu grob sind. Ich entschied
mich für Tr10x2
Die neue Gewindespindel ungefähr auf Länge abgesägt, und einen
Zapfen 20x7,05 angedreht.
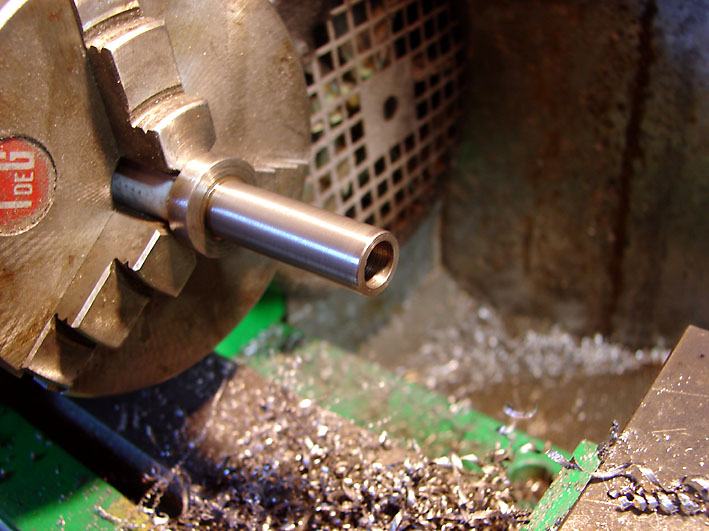
Von der alten Supportspindel den Gewindeteil abgestochen, 6,8 aufgebohrt und
7H7 gerieben.
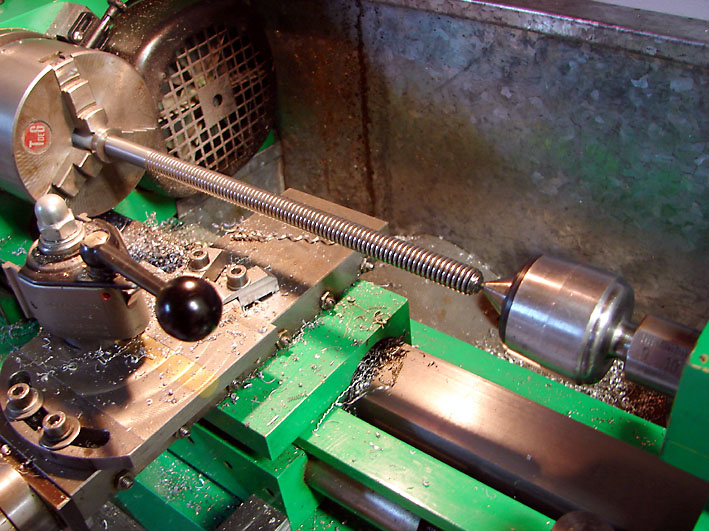
Die neue Spindel wird mit dem Reitstock eingepesst.
Vorher habe ich Loctite "Fügen Welle-Nabe" in die Bohrung gegeben.

Als wäre es ein Stück.
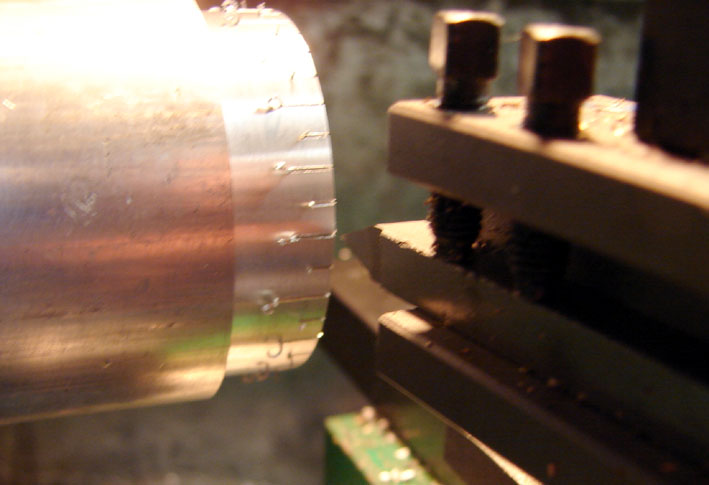
Für einen neuen Skalenring habe ich auf der Drehbank mittel Support Striche
in ein Alu-Rundmaterial eingstoßen.
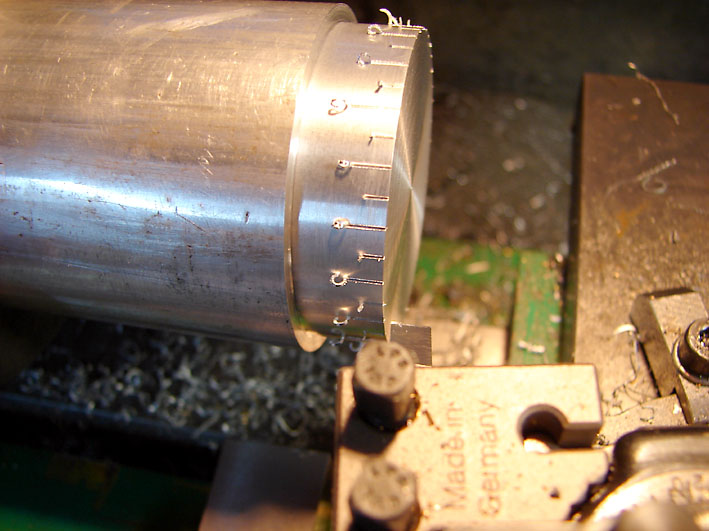
Die Grate werden wegpoliert.
Die Zahlen habe ich mit entsprechenden Punzen eingeschlagen.
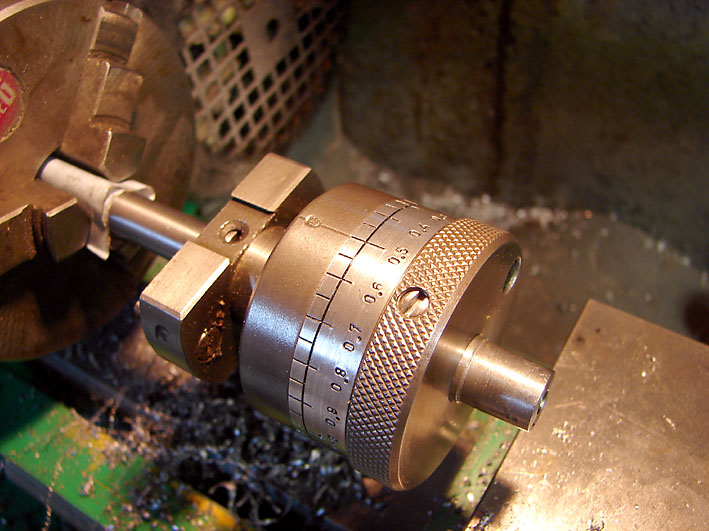
Die alte Skala habe ich abgedreht und den Alu-Ring aufgepresst.

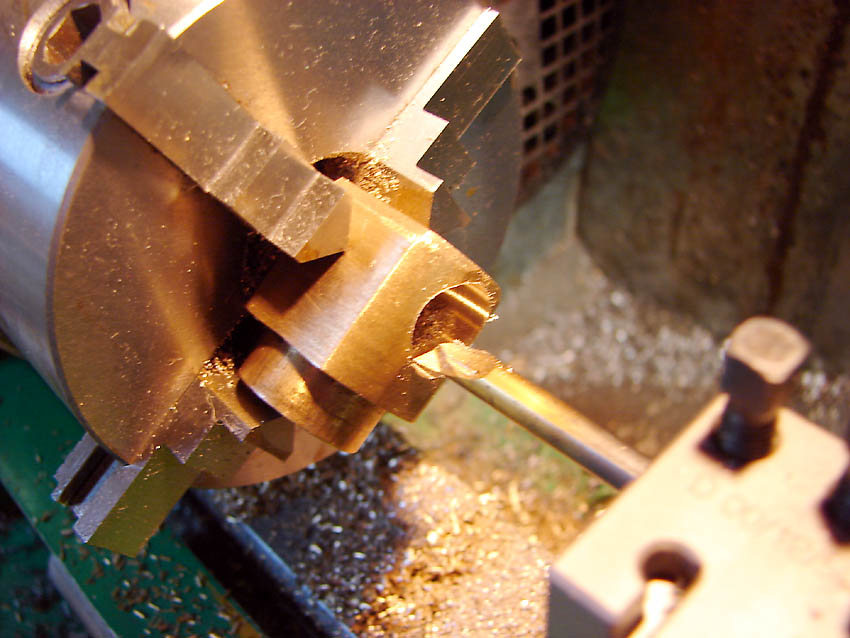
Das ist der Rohling für einen Gewindeschneider.
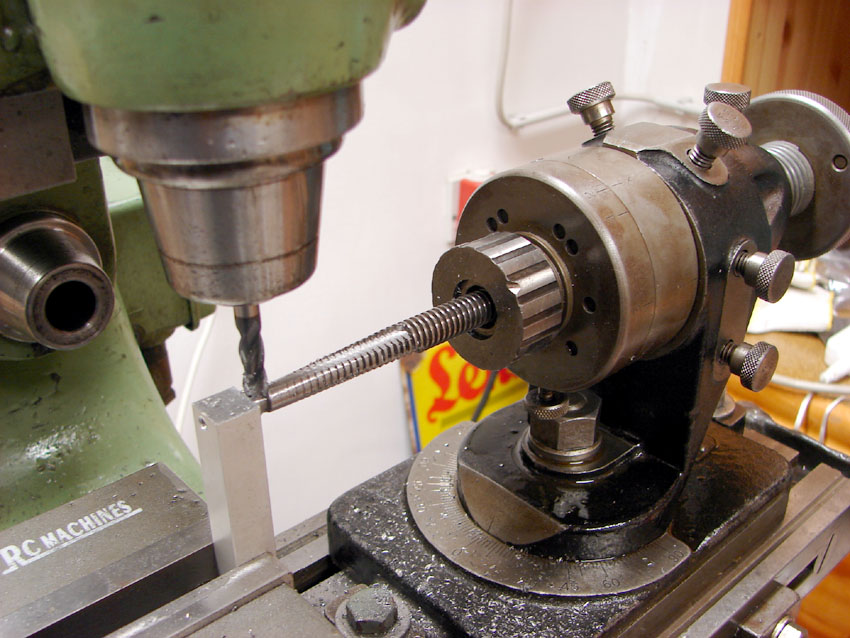
Hier fräse ich die Spannuten ein.
Puh! Gottseidank auf der richtigen Seite. Linksgewinde!
Den "Gewindebohrer" habe ich gehärtet und geschliffen.
Aber er war trotzdem nicht brauchbar. Er hatte eben keine Freiwinkel.

So sieht das Ergebnis aus. Das Sechskantmaterial hat es zerrissen.
Also musste ich doch die mitgelieferte Spindelmutter nehmen,
die für meinen Geschmack zu viel Spiel hat.
Dazu musste ich die alte Spindelmutter erst einmal ausdrehen.
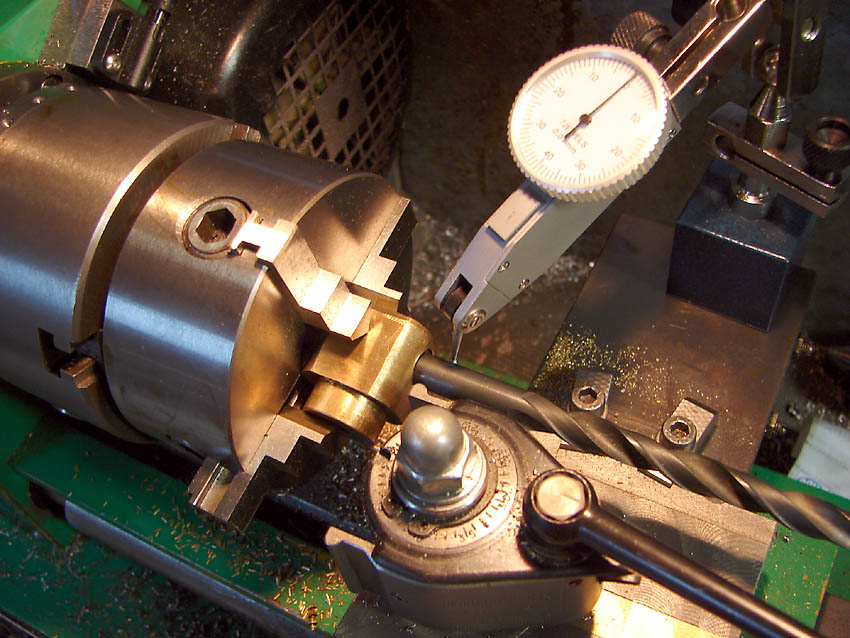
Hier richte ich sie aus. Der 8er Bohrer passte so stramm rein, dass ich ihn
zum Abtasten benutzen konnte.
Dann habe ich sie auf 12,5mm ausgedreht.
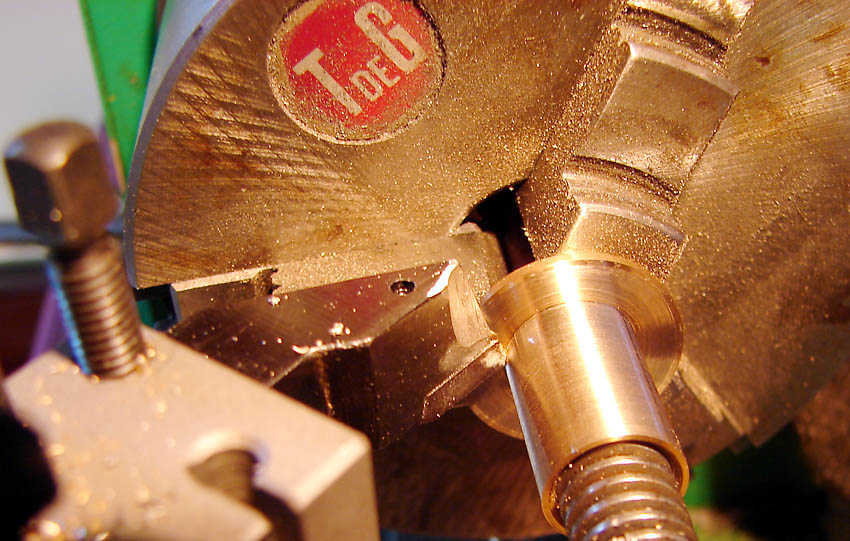
Um die neue Spindelmutter zu bearbeiten habe ich die auf den nutzlosen Gewindebohrer
geschraubt.
Achtung Linksgewinde. Ich mußte die Mutter im Rechtslauf bearbeiten, damit
sie sich nicht löst.
Der Drehmeißel liegt auf dem Kopf.
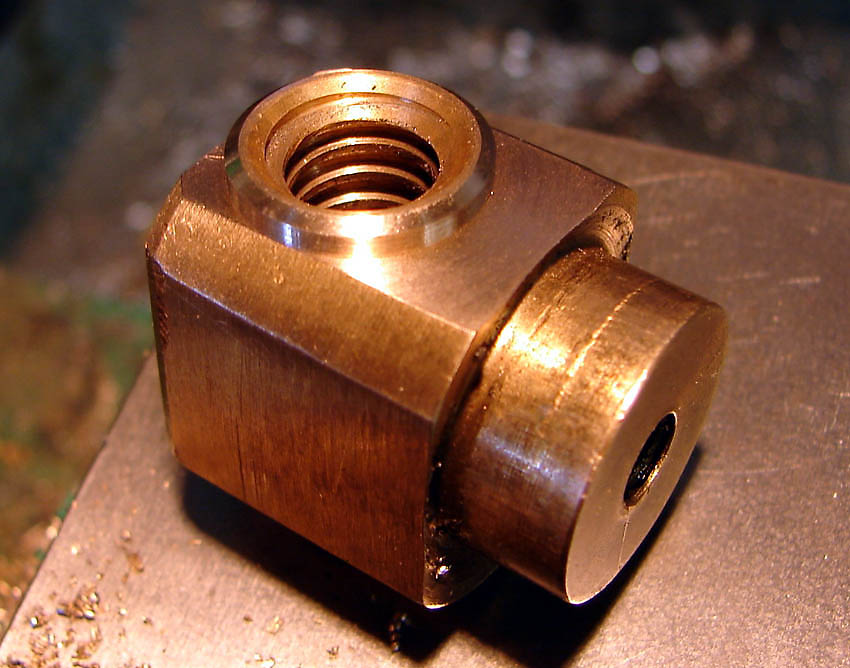
So passt dann beides ineinander. Beide Teile habe ich noch weich verlötet.
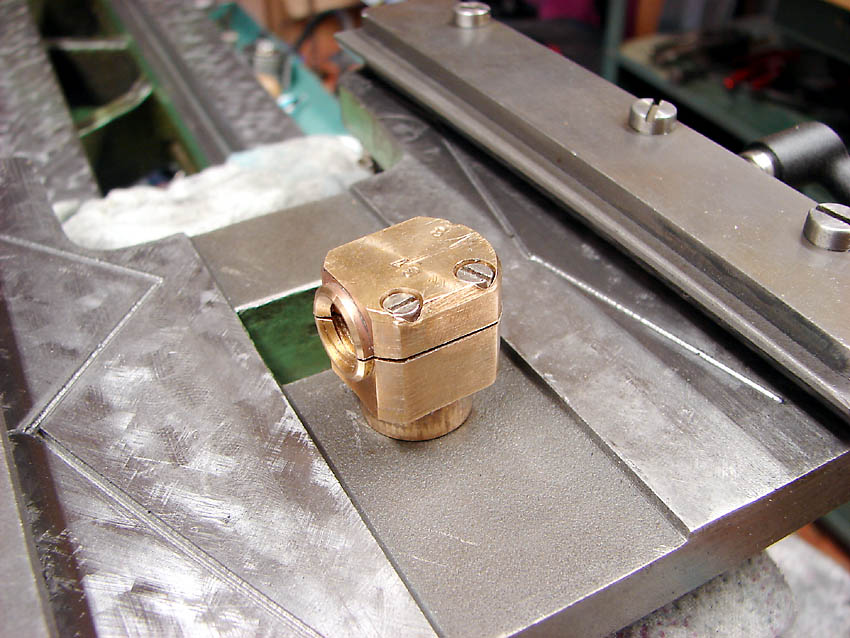
Die Mutter habe ich dann noch geschlitzt. Das prinzip stammt von Uhrmacherdrehbänken.
So lässt sich jetzt das Spiel etwas nachstellen.
-wird fortgesetzt-
zurück